

—
1. ¿Qué trabajos específicos se llevarán a cabo una vez firmado el contrato para el moldeo por inyección de las aspas del ventilador de plástico?
1) Tras la firma del contrato, revisaremos primero el molde de inyección de las aspas del ventilador de plástico con el cliente para analizar los requisitos específicos del molde y finalizar el diseño.
2) La adquisición de materiales se llevará a cabo simultáneamente con el diseño del molde de inyección de las aspas del ventilador de plástico.
3) El tiempo de producción del molde de inyección de aspas de ventilador de plástico variará dependiendo del tamaño y la complejidad del molde de inyección de aspas de ventilador de plástico.

4) Pruebas y ensayos del molde de inyección de aspas de ventilador de plástico.
5) Si se detecta algún problema tras la prueba T1, se reparará el molde de inyección de las aspas del ventilador de plástico y se volverá a probar en la prueba T2. Generalmente, se requieren tres pruebas para cumplir con los requisitos.
| 2. ¿Cómo puedo obtener un presupuesto? | Para obtener un presupuesto detallado lo antes posible y facilitar nuestro trabajo, por favor, proporcione la siguiente información al realizar su consulta. |
| 1) Pasos 3D para documentos y dibujos 2D | 2) Requisitos de materiales |
| 3) Tratamiento de la superficie | 4) Cantidad (por pedido/mes/año) |
| 5) Cualquier requisito o solicitud especial, como embalaje, etiquetado, entrega, etc. | 3. ¿Cómo se garantiza la calidad del molde de inyección de las aspas de ventilador de plástico? |
| 1) KRMOLD tiene un estándar de inspección de moho muy completo, un conjunto completo de sistemas estrictos de inspección de moho y un excelente equipo de inspección. | 2) KRMOLD puede proporcionar informes de inspección para todos los materiales de moldeo por inyección de aspas de ventilador de plástico y comprobante de compra. |
| 4. ¿Su empresa ofrece servicios de diseño de productos? | 1) Absolutamente. KRMOLD ha ayudado a innumerables clientes de Europa y Norteamérica a inventar nuevos productos. |
| 2) Simplemente facilítenos sus requisitos, que pueden ser una sola imagen o algunos bocetos, y nuestros ingenieros trabajarán con usted. | 3) KRMOLD firmará un "Acuerdo de Confidencialidad" y un "Acuerdo de Propiedad Intelectual" con usted. |
| Mold Injection System: | Hot Runner |
| Mold Ejection System: | Eject Plate |
| Mold Cycle Time: | 20 Seconds |
| Mold Running Time: | 1 M |
| Mold Features: | Multi-slider movements, high precision, and tested for balance. |
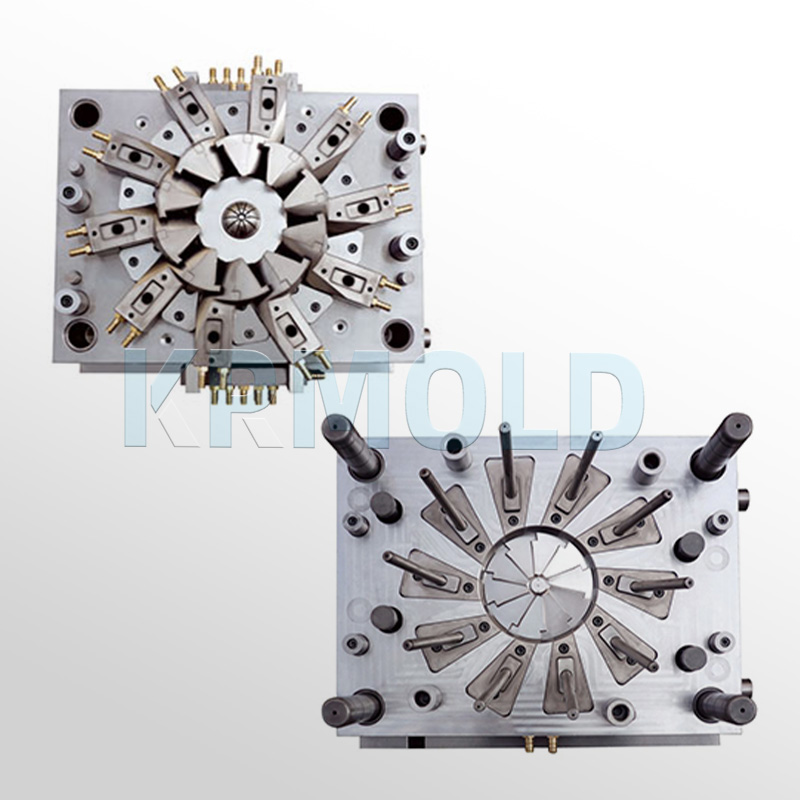
Key Design Considerations for Plastic Fan Blade Injection Molds
——
"When designing plastic fan blade injection mould, the first step is to ensure that the plastic fan blade injection mold can accommodate the specific shape of the blade. This is typically done using CAD software. Key factors that must be considered during the design process include plastic shrinkage, cooling effects, and separation from the mold wall.
The choice of ejection method is also crucial. Common ejection methods for plastic fan blade injection mould include rotary ejection and multiple slider core pulling. This mold design utilizes a three-slide core pulling mechanism with unique design features, including a hydraulic cylinder ejector, a push plate mechanism, a bent pin, and a delayed core pulling mechanism.
This plastic fan blade injection mold, used for the fan blade’s connector, features complex internal functions and six arc-shaped pull-out directions. Conventional sliders are difficult to eject, making the multiple core pulling mechanism a key consideration.
The product's shape is undercut, with a small exterior and a large interior. The slider's three-slide core pulling mechanism ensures sequential ejection of the sliders."
● Mold layout and gating system for plastic fan blade injection mold
This fan blade part is nearly circular, with five blades evenly spaced around the perimeter. Due to size constraints, the mold cavity layout adopts a 1×1 configuration, and the mold base material is FAI 4545 A60 B60 C135.
To meet the required fan blade shape, the mold design utilizes a point-gated injection system. Due to its large size, five gates are used. Each nozzle is located near the edge of the central dome, directly adjacent to each blade.
A balanced gating system ensures even material distribution, which is crucial for consistent size and weight across each blade.
● Mold structure and cooling system for plastic fan blade injection mold
This plastic fan blade injection mould features a simple structure, without complex slides or tilting mechanisms. Its design and manufacturing process are centered around balance. The cooling system is also designed to be balanced, sandwiched between the front and rear plates and featuring large circular cooling channels and seals. Thermocouples are strategically placed on the A and B plates for temperature monitoring and control.
● Precision machining and assembly for plastic fan blade injection mold
Balance is crucial in plastic fan blade injection mould design and manufacturing. High-quality tooling and new blades are used for high-speed machining of the front and rear mold cores to ensure consistent shape and dimensional tolerances for each blade.
After precision machining, three-dimensional coordinate inspection is essential to ensure accurate assembly. Rapid clamping is key to efficient modern plastic fan blade injection molding production. This mold utilizes a mechanical rapid clamping system, with V-grooves on both the fixed and movable platens ensuring tight tolerances on width, angle, and platen thickness.
Different Types of Plastic Fan Blade Injection Mould
——
● Axial-Flow Fan Molds
This plastic fan blade injection mould design features multiple curved blades around a central hub, generating airflow parallel to the axis of rotation. Through optimized design, axial-flow fan molds can effectively control air speed and generate a vortex to help cool mechanical systems.
● Centrifugal Fan Molds
Centrifugal fan molds feature curved blades, generating airflow perpendicular to the centrifugal centerline. This enhances airflow pressure, meets aerodynamic requirements, and improves rotational efficiency.
● Cross-Flow Fan Molds
This plastic fan blade injection mold is used to produce cross-flow fans, where airflow is generated through a narrow opening perpendicular to the axis of rotation. Blade design is crucial, influencing the direction, speed, and pressure of the airflow. Adjusting the curvature and angle of the blades can optimize airflow organization and performance.
The above description demonstrates the importance of plastic fan blade injection mould design, layout, structure, and processing, as well as the applicable scenarios for different plastic fan blade injection mold types.
Plastic Fan Blade Injection Molds of Different Materials
——
The material selection for plastic fan blade injection mould is crucial to the performance and service life of the final product. Common materials for plastic fan blade injection molds include ABS and PP, both of which offer excellent fatigue resistance and are suitable for producing high-performance fan blades.
● ABS plastic fan blade injection mold
ABS (acrylonitrile butadiene styrene) is a commonly used plastic material with excellent flowability and processing properties. Compared to other materials, ABS has a higher melt index and better flowability, making it easier to fill complex mold shapes in plastic fan blade injection mould.
However, ABS is relatively weak in aging resistance, and long-term exposure to UV rays or high temperatures may cause performance degradation. Therefore, when designing plastic fan blade injection molds, it is important to consider the operating environment to ensure plastic fan blade injection mould durability and reliability.
● PP plastic fan blade injection mold
PP (polypropylene) is a lightweight plastic with good toughness and chemical stability. PP plastic fan blade injection mould also have excellent fatigue resistance, making them suitable for high-frequency use.
Although PP has average heat resistance of approximately 80°C, it offers better chemical and impact resistance than ABS in certain applications.
● PC + ABS plastic fan blade injection mold
In addition to single-material options, a combination of PC (polycarbonate) and ABS (PC + ABS) has also become a popular choice.
This composite material combines the high heat resistance of PC with the excellent processing properties of ABS, offering comprehensive performance advantages.
PC boasts a heat resistance of up to 130°C, making it suitable for environments requiring high temperatures. Its combination with ABS enhances the overall strength and toughness of the plastic fan blade injection mould, further improving the product's lifespan and stability.
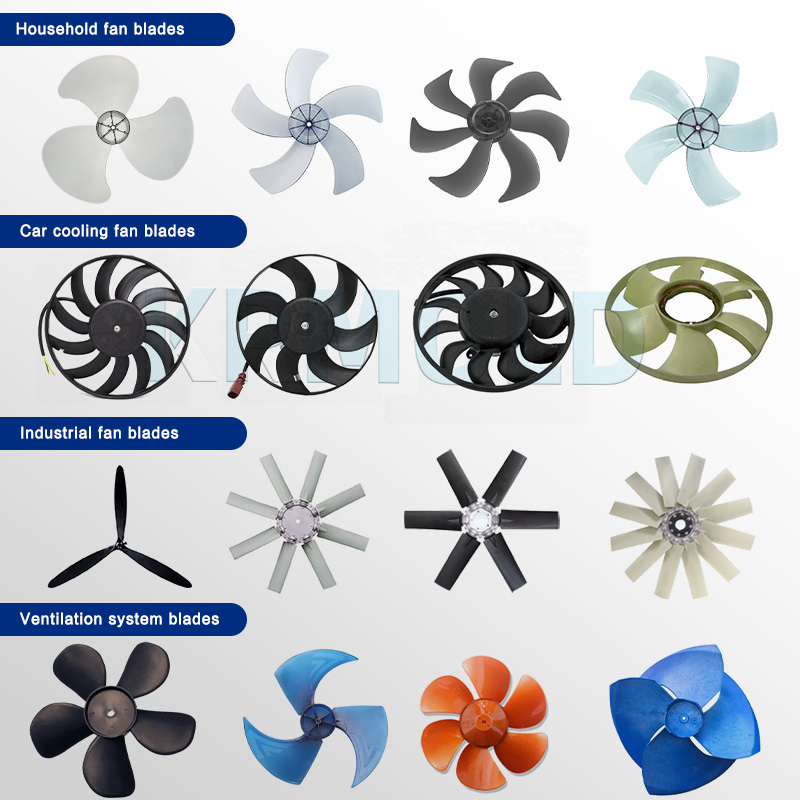
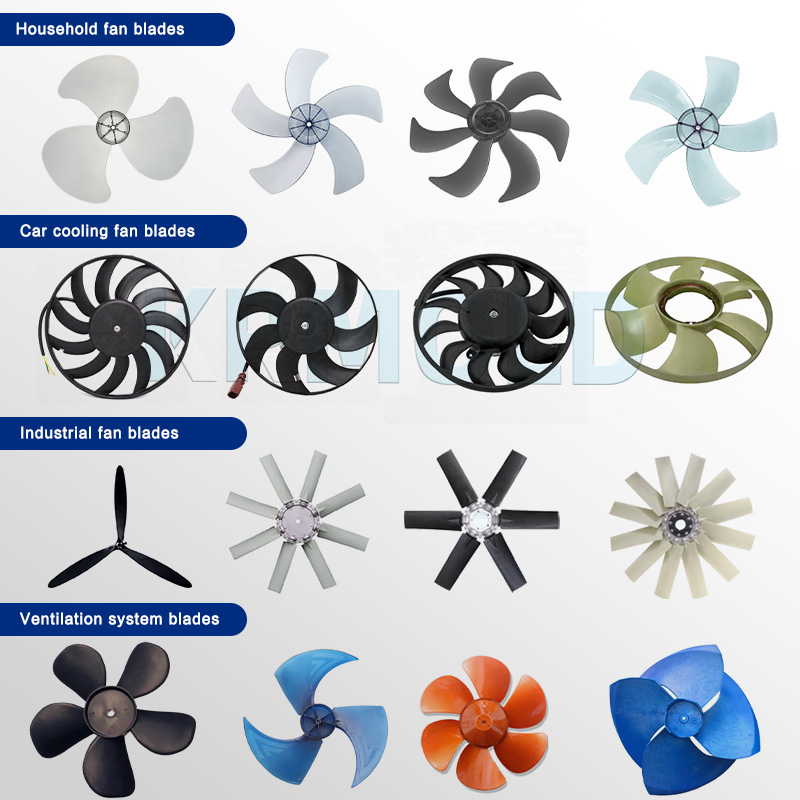
Applications of Plastic Fan Blade Injection Mold
——
Plastic fan blade injection mould are used in various industries requiring air circulation and ventilation, with the following being common applications:
Home appliances: including refrigerators, air purifiers, air circulators, and exhaust fans.
Electronic cooling: including electronic components in servers, power supplies, and electronic equipment housings.
Automotive cooling: engine cooling fans, HVAC systems, and other vehicle cooling applications.
Industrial ventilation: exhausting harmful gases and promoting air circulation.
HVAC systems: used in the production of fans for HVAC systems.

Related FAQs About Plastic Fan Blade Injection Mold
——
1. What specific work will be carried out after the plastic fan blade injection mold contract is signed?
1) After signing the contract, we will first review the plastic fan blade injection mould with the customer to discuss the specific plastic fan blade injection mold requirements and finalize the design.
2) Material procurement will be carried out simultaneously with plastic fan blade injection mould design.
3) plastic fan blade injection mold production time will vary depending on plastic fan blade injection mould size and complexity.
4) Plastic fan blade injection mould trials and testing.
5) If any issues are found after the T1 trial, the plastic fan blade injection mold will be repaired and then retested in T2. Generally, three trials are required to meet the requirements.
2. How can I get a quote?
To get a detailed quote as quickly as possible and facilitate our work, please provide the following information when inquiring.
1) 3D steps for documents and 2D drawings
2) Material requirements
3) Surface treatment
4) Quantity (per order/month/year)
5) Any special requirements or requests, such as packaging, labeling, delivery, etc.
3. How do you ensure plastic fan blade injection mold quality?
1) KRMOLD have a very comprehensive "Mold Inspection Standard," a complete set of strict mold inspection systems, and an excellent inspection team.
2) KRMOLD can provide inspection reports for all plastic fan blade injection mold materials and proof of purchase.
4.Does your company offer product design services?
1) Absolutely. KRMOLD has helped countless clients from Europe and North America invent new products.
2) Simply provide your requirements, which can be a single image or a few sketches, and our engineers will work with you.
3) KRMOLD will sign a "Confidentiality Agreement" and "Intellectual Property Agreement" with you.
Preguntas frecuentes relacionadas con el moldeo por inyección de aspas de ventilador de plásticoEspecifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


