
Descripción del molde de inyección para manijas de puertas de automóviles
—
KRMOLD puede personalizar moldes de inyección para manijas de puertas de automóviles según las necesidades específicas de producción del cliente y fabricar manijas para puertas delanteras y traseras, adaptadas al modelo y tamaño del vehículo, y según las características exteriores del panel de la puerta (con o sin rejilla para altavoz).
Los paneles de las puertas de los automóviles suelen tener superficies brillantes y de cuero, lo que exige la ausencia de defectos como manchas y marcas de soldadura. Esto impone grandes exigencias a las complejas superficies curvas necesarias para el moldeo por inyección. Los paneles de las puertas a menudo presentan múltiples rebajes tanto en el interior como en el exterior, lo que requiere un mecanismo de desmoldeo para las manijas de las puertas mediante inyección, con la ayuda de un núcleo en el lado del molde.
Los moldes de inyección para manijas de puertas de automóviles KRMOLD utilizan un sistema de canal caliente secuencial con válvula de aguja y alimentación de canal convencional, como cuatro o diez boquillas calientes, para evitar marcas de soldadura y optimizar la presión de llenado. Se prefieren las compuertas sectoriales o tipo banana para los moldes de inyección de manijas de puertas de automóviles, y la longitud del canal se controla generalmente entre 60 y 100 mm para minimizar la pérdida de presión. Las manijas de puertas producidas con los moldes de inyección KRMOLD son componentes automotrices cruciales que exigen una apariencia de alta calidad sin defectos como descamación, contracción, marcas de agua, rayones o falta de pegamento. Los moldes de inyección para manijas de puertas de automóviles KRMOLD ofrecen velocidades de producción rápidas y alta precisión de moldeo.

Parámetros del molde de inyección para manijas de puertas de automóviles
—
| Modo de modelado | Molde de inyección para manijas de puertas de automóviles |
| Material del producto | Plástico |
| Material plástico | PP, PC, PS, PAG, POM, PE, PU, PVC, ABS, PMMA, etc. |
| Solicitud | Repuestos para automóviles, repuestos para maquinaria, repuestos para el hogar, repuestos para cocinas, repuestos para muebles, etc. |
| Corredor | corredor frío/corredor caliente |
| Material del molde | NAK80, S136, 2316, 2738, H13, 5CrNiMo, 718H, P20, 40Cr, 60#, 45#, etc. |
| Puerta de bebedero | Canal YUDO, canal caliente, canal frío, compuerta de precisión, compuerta submarina, etc. |
| Tratamiento de superficies | Mate/Liso/Pulido |
Características del molde de inyección para manijas de puertas de automóviles
—
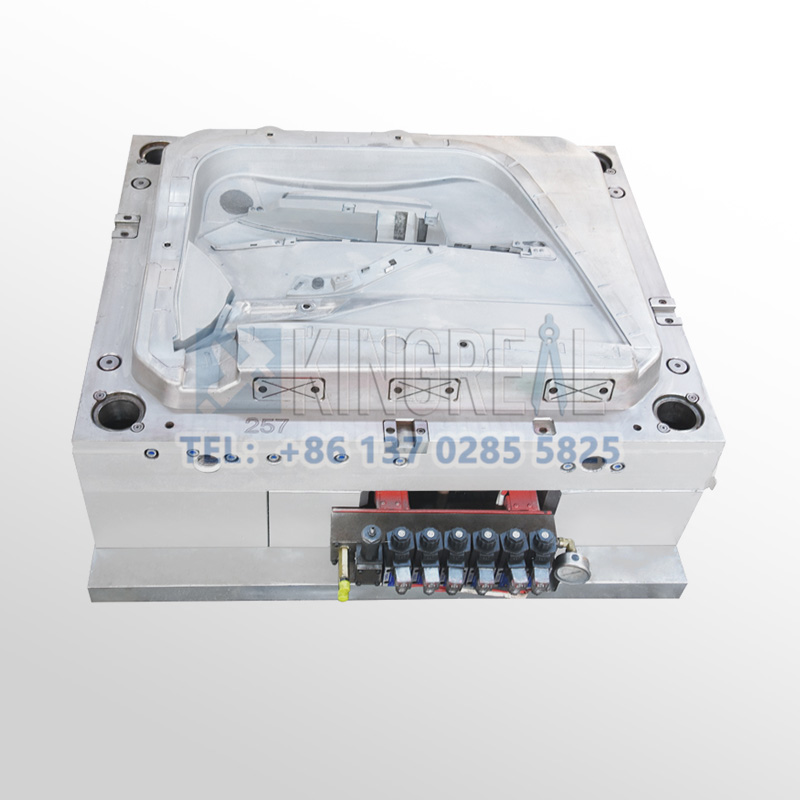
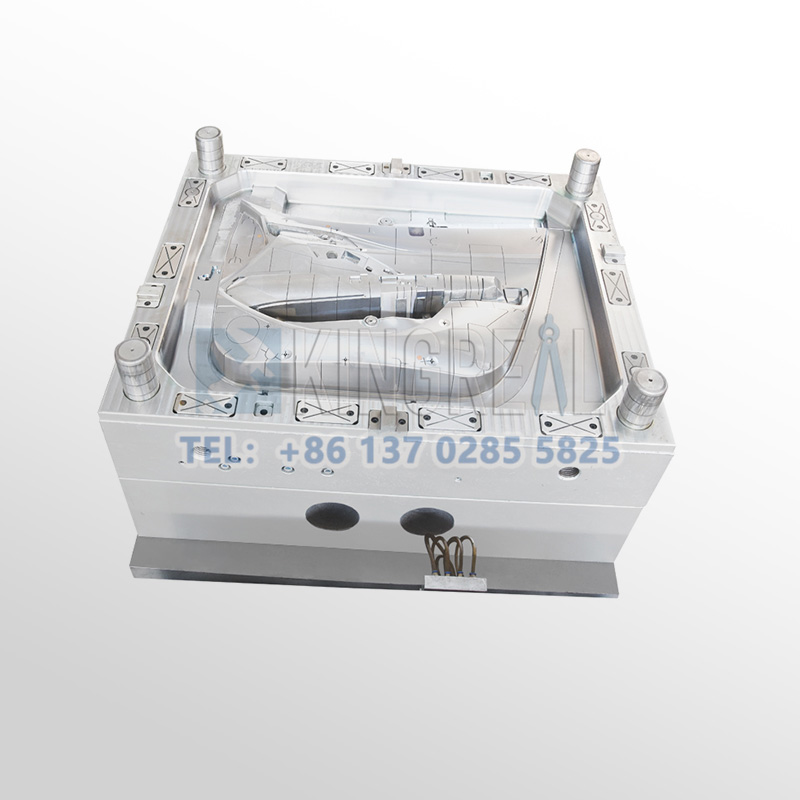
1) Diseño de molde integrado fijo y móvil para molde de inyección de manija de puerta de automóvil
Este molde de inyección para manijas de puertas de automóviles utiliza un diseño integrado de molde fijo y móvil. Los componentes principales están fabricados principalmente con P20/2738. Las placas AB del molde cuentan con una estructura de dobladillo de cuatro lados para garantizar la rigidez y compacidad del molde. Los elementos estructurales clave incluyen el bloque elevador, el bloque empujador y el diseño de los orificios de la malla. El bloque elevador requiere especial atención para evitar que la pieza se adhiera o se raye la superficie, especialmente en áreas de malla densa como las rejillas de los altavoces.
2) Método de alimentación por canal caliente para moldes de inyección de manijas de puertas de automóviles
Este molde de inyección para manijas de puertas de automóviles utiliza un sistema de canal caliente con válvula secuencial de 10 puntos, combinado con canales fríos y compuertas en forma de plátano. Los materiales PP/EPDM (polipropileno/etileno propileno dieno monómero) ofrecen una alta fluidez, lo que permite un diseño flexible del canal. Para minimizar la pérdida de presión y garantizar la calidad de la superficie, la longitud del canal frío se limita a ≤60 mm (preferiblemente) o ≤100 mm (máximo). Esta configuración elimina eficazmente las líneas de soldadura en la superficie exterior (lado A).
3) Diseño de sistema de control de temperatura para molde de inyección de manija de puerta de automóvil
Como componente fundamental del interior de los automóviles, la parte inferior de la manija de la puerta requiere un acabado de altísima calidad. Por lo tanto, la calidad del diseño del sistema de control de temperatura influye significativamente en la eficiencia del molde de inyección y en la calidad del producto.
Material para moldes de inyección de manijas de puertas de automóviles
—
-ABS: La resina ABS utilizada para las manijas interiores de las puertas se presenta en grados de uso general y resistentes al calor. El ABS de uso general posee buenas propiedades de galvanoplastia, mientras que la resina ABS resistente al calor suele tener una temperatura de deflexión térmica de entre 90 y 105 °C y ofrece buena rigidez, tenacidad y fluidez.
-PC: El PC (policarbonato) es un plástico de ingeniería con excelentes propiedades mecánicas. Sin embargo, su limitado rendimiento en galvanoplastia ha restringido su aplicación.
-PC/ABS: La resina PC/ABS es el material de mayor crecimiento y uso más extendido para manijas de puertas interiores. Es una aleación de PC y ABS que combina la alta resistencia del PC con la facilidad de galvanoplastia del ABS. Existen dos tipos principales: galvanizado y pintado. En comparación con el PC/ABS pintado, el PC/ABS galvanizado tiene un aspecto más metálico y una apariencia más prémium.
-PC/PBT: El PC/PBT es una mezcla de PC y PBT que conserva la resistencia química y la moldeabilidad del PBT cristalino, a la vez que ofrece la tenacidad y la estabilidad dimensional del PC amorfo.
-PA: En países como Alemania, donde la resistencia a la tracción es un requisito importante, el PA galvanizado se utiliza ampliamente en vehículos alemanes. El PA para manijas de puertas interiores se divide generalmente en dos tipos: PA pintado y PA galvanizado. El PA galvanizado generalmente se compone de PA + 20 % de minerales.

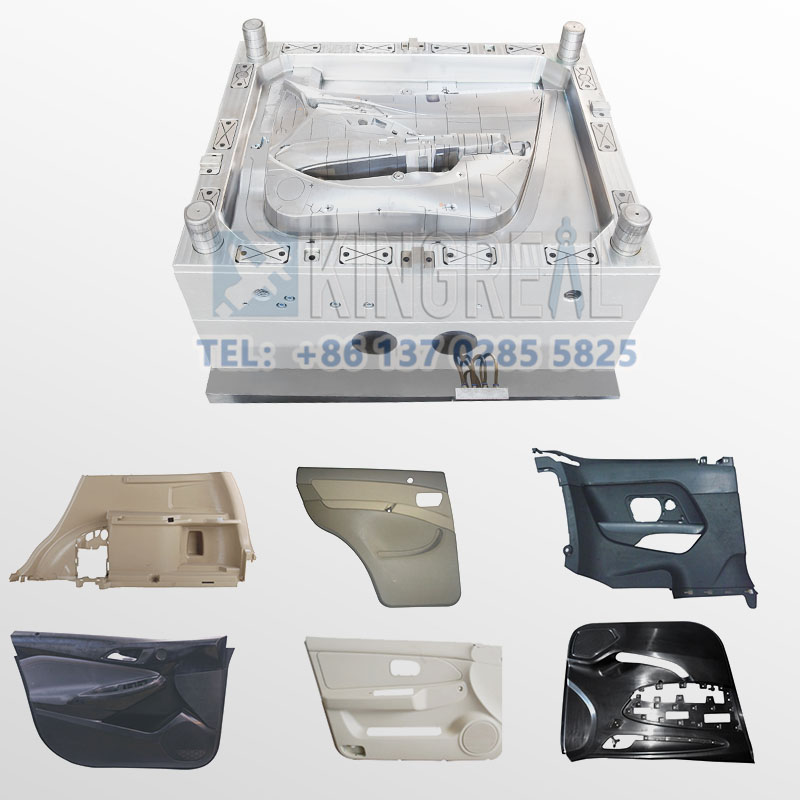
¿Qué tipos de manijas de puerta pueden producir los moldes de inyección para manijas de puertas de automóviles de KRMOLD?
—
Los moldes de inyección para manijas de puertas de automóviles de KRMOLD permiten fabricar diversos tipos de manijas. A continuación, se muestran algunos ejemplos comunes. Si tiene requisitos de producción específicos, envíe sus planos a KRMOLD y nuestros ingenieros le proporcionarán una solución personalizada de moldeo por inyección para manijas de puertas de automóviles, adaptada a sus necesidades.
-Manijas de puerta con botón pulsador,
-Manijas de puerta con gatillo,
-Manijas de puerta abatibles,
-Manijas de puerta de empuje hacia abajo,
-Manijas de puerta que se levantan,
-Manijas de puerta extraíbles,
-Manijas de puerta táctiles

Información detallada sobre el acero para moldes
—
| Material del molde | Dureza del molde | Vida del moho |
| P20 | HRC 29-33 | 300.000 disparos |
| H13 | HRC > 43 | 1.000.000 de disparos |
| 718 | HRC 30-36 | 500.000 disparos |
| S136 | HRC 48-52 | 50000 disparos |
| 2344 | HRC > 48 | 800.000 disparos |
Detalles del diseño del molde de inyección de la manija de la puerta del automóvil
—
Al diseñar un molde de inyección para manijas de puertas de automóviles, los ingenieros de KRMOLD deben prestar atención a varios detalles importantes para garantizar la eficiencia y durabilidad del molde. A continuación, se presenta un análisis detallado de los factores clave:
1. Selección de materiales para moldes de inyección de manijas de puertas de automóviles
El material principal para las manijas de las puertas es PC/ABS, que ofrece excelentes propiedades de galvanoplastia y una contracción moderada (aproximadamente 1,005). Una alta proporción de PC mejora la resistencia mecánica de la manija, pero también requiere una temperatura de moldeo más elevada.
2. Diseño de molde de inyección para manija de puerta de automóvil
En la fase inicial de diseño del molde de inyección para manijas de puertas de automóviles, los ingenieros de KRMOLD realizan los siguientes pasos:
Análisis de la forma: Un análisis detallado de la forma de la manija de la cerradura exterior de la puerta garantiza que el diseño del molde de inyección de la manija de la puerta del automóvil refleje con precisión la compleja estructura de la manija.
Análisis de viabilidad: Evaluar la viabilidad de la estructura del molde de inyección de la manija de la puerta del automóvil para garantizar que cumpla con los requisitos técnicos y económicos durante la producción.
3. Volumen de producción y vida útil del molde de inyección para manijas de puertas de automóviles
En función de los requisitos de volumen de producción del cliente y la vida útil prevista del molde de inyección de la manija de la puerta del automóvil, los ingenieros de KRMOLD realizan lo siguiente:
Selección de materiales: Determine el acero apropiado, como P20 o H13, para cumplir con la resistencia y la resistencia al desgaste del molde de inyección de la manija de la puerta del automóvil.
Diseño de la cavidad del molde: Dado que cada automóvil suele tener cuatro manijas, se puede utilizar un diseño de múltiples cavidades, como un molde de cuatro cavidades, para mejorar la eficiencia de la producción.
Sistema de canal caliente: En función de las características del producto y los requisitos de producción, se decide utilizar un sistema de canal caliente para reducir el tiempo del ciclo de moldeo y el desperdicio de material.
4. Diseño del sistema de refrigeración
Debido a la alta temperatura de moldeo de los materiales PC/ABS, el diseño de un sistema de refrigeración eficiente es crucial. El sistema de refrigeración debe incluir:
Líneas de refrigeración: Las líneas de refrigeración dentro de los moldes fijos y móviles deben diseñarse y disponerse para garantizar una refrigeración uniforme.
Componentes: Estos incluyen tapones, racores, juntas, empaquetaduras, etc., para garantizar un sistema hermético.
5. Estructura del marco del molde
El diseño del marco del molde de inyección de la manija de la puerta del automóvil es igualmente importante y normalmente consta de los siguientes componentes:
Placas de molde fijas y móviles: Garantizan la estabilidad y precisión del molde de inyección para manijas de puertas de automóviles.
Espaciadores y placas de montaje de varillas de empuje: Proporcionan soporte y aseguran los componentes moldeados por inyección de la manija de la puerta del automóvil.
Casquillos y pasadores guía: Garantizan una alineación precisa durante la apertura y el cierre del molde de inyección de la manija de la puerta del automóvil.

Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


