
Especificaciones del molde de inyección para guardabarros de automóvil
——
| Base del molde | LKM, HASCO, DME, etc. |
| Material de la cavidad/núcleo del molde | P20, H13, 2738, S136, 718, etc. |
| Cavidad del moho | Soltero |
| Precisión del molde | ±0,01-0,05 mm |
| Tipo de molde | Molde familiar 1+1, colada fría |
| Acero para moldes | 718H |
| Tamaño del molde | 245×183 mm |
| Vida útil del molde | 50.000 veces |
| Puerta | Puerta submarina, puerta lateral/de borde |
| Precisión del guardabarros del automóvil | ±0,1~0,5 mm |
| Material plástico | ABS |
Breve introducción al molde de inyección para guardabarros de automóviles
—
Los moldes de inyección son herramientas de producción de precisión diseñadas para la fabricación en masa de productos plásticos mediante la inyección de diferentes tipos de plástico fundido en las cavidades del molde, seguido de un proceso de enfriamiento y expulsión de los productos. Sus características de producción en masa, como la alta precisión y la personalización, convierten a los moldes de inyección en una de las herramientas de producción más importantes para las piezas de plástico interiores y exteriores de automóviles. Además, pueden satisfacer las necesidades de moldeo por inyección de materias primas resistentes a altas temperaturas, como los moldes para salpicaderos, paneles de puertas, carcasas de baterías, interfaces de carga y otras piezas clave.
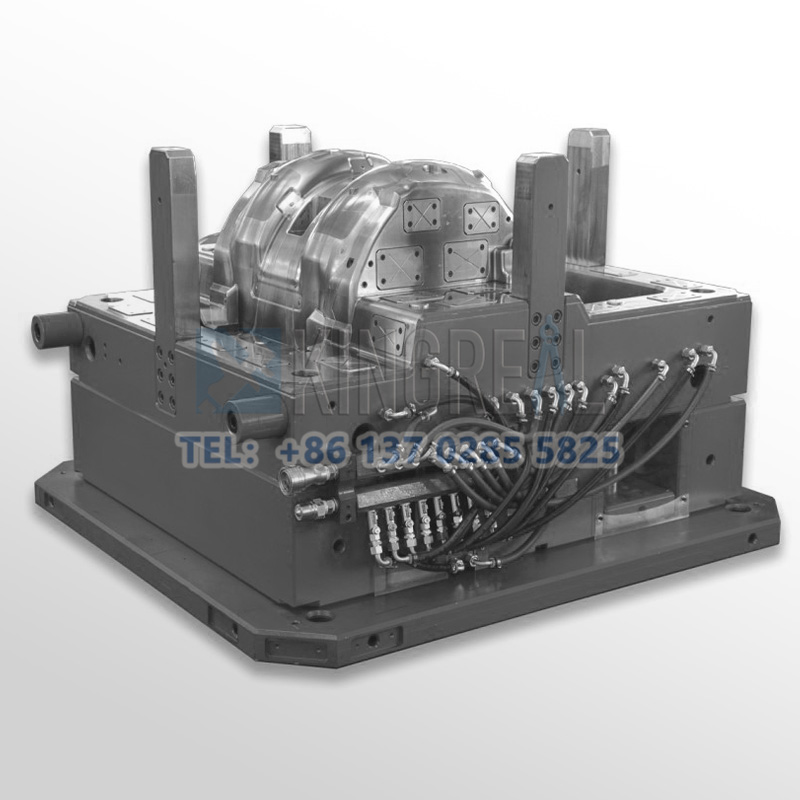
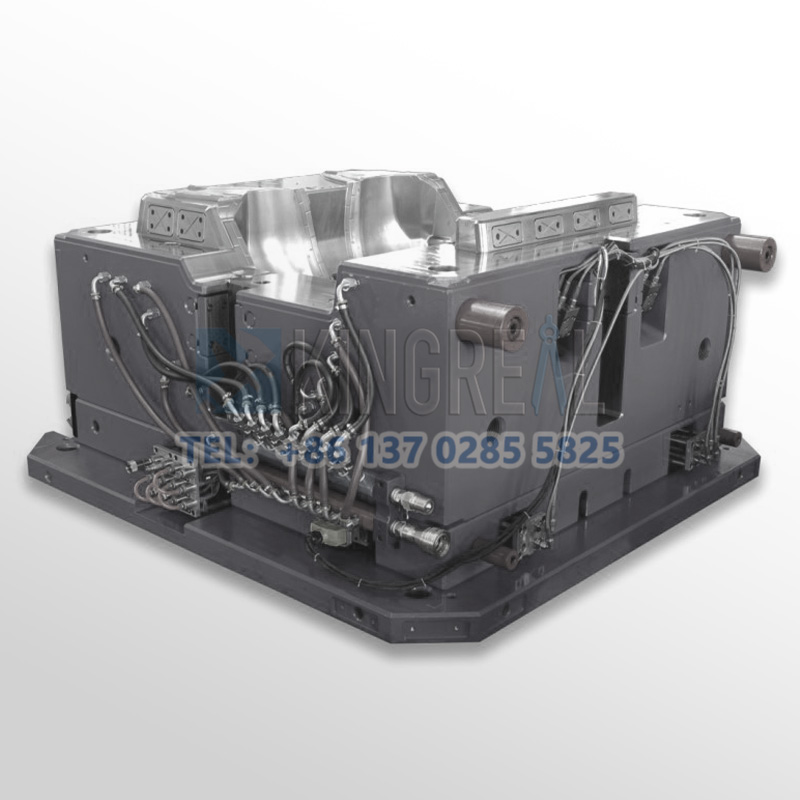
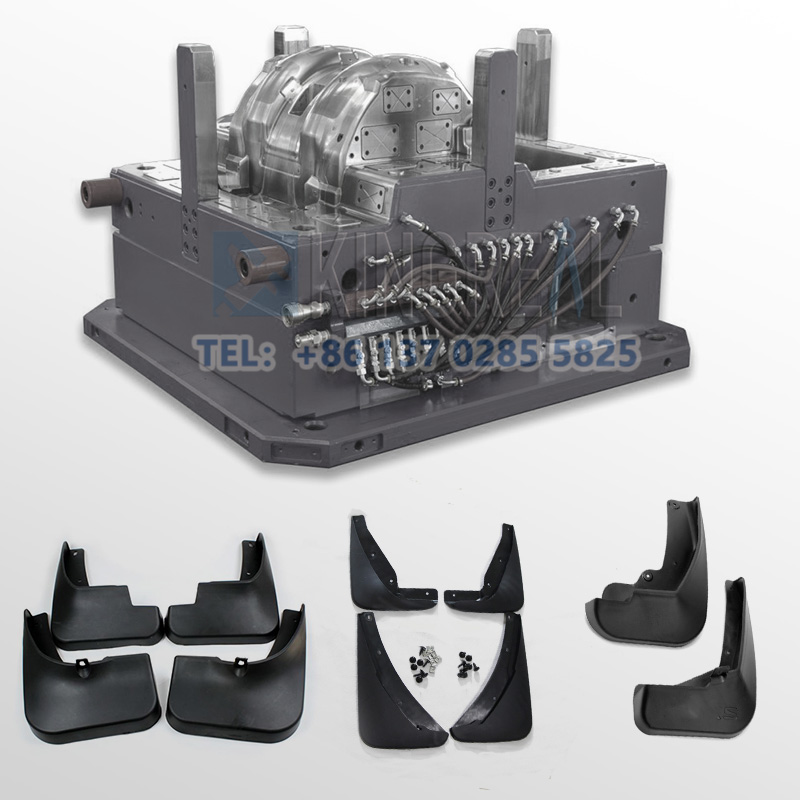
El molde de inyección para guardabarros de coche consta de dos partes: el molde móvil (núcleo) y el molde fijo (cavidad). Al cerrarse, forman la cavidad y el sistema de vertido, e inyectan el plástico fundido, como ABS o PP, a alta presión. Este se enfría y solidifica para obtener finalmente el guardabarros de plástico. El proceso completo del molde de inyección para guardabarros de coche implica el cierre del molde, la inyección del adhesivo y el moldeo, lo cual es muy complejo. El proceso completo incluye etapas como el cierre, la inyección del adhesivo, el mantenimiento de la presión, el enfriamiento, la apertura y la extracción del molde. La precisión de las cavidades del molde de inyección determina directamente la exactitud y la precisión superficial de los guardabarros.
La cavidad del molde de inyección para guardabarros de KRMOLD adopta un diseño de espesor de pared diferenciado, desde el espesor tradicional de 2 mm hasta 1,5 mm. Al mismo tiempo, el espesor local se incrementa a 1,8-2,5 mm para garantizar la resistencia del moldeo por inyección. El diseño diferenciado de KRMOLD permite producir guardabarros con una reducción de peso de más de 300 g, en línea con las necesidades de desarrollo de la industria automotriz.

Proceso de fabricación del molde de inyección para guardabarros de automóviles
——

Mediante el escaneo 3D de los datos en la nube de los productos de guardabarros para automóviles que los clientes necesitan producir (la precisión puede alcanzar los 0,005 mm), llevamos a cabo la optimización de la estructura del molde y la planificación de la superficie de separación.
Mediante el análisis del flujo del molde y el diseño del equilibrio térmico, se completó el diseño de simulación del sistema de fundición y, finalmente, se completó el diseño del mecanismo de eyección y extracción del núcleo.

Se selecciona acero pretemplado P20 o H13 como materia prima para la cavidad y el núcleo del molde de inyección del guardabarros del automóvil. El mecanizado en bruto se realiza mediante fresadora de pórtico, y el procesamiento de electrodos de grafito mediante electroerosión (EDM) se lleva a cabo después del mecanizado de precisión mediante control numérico computarizado (CNC) de 5 ejes. Finalmente, se realiza el pulido ultrasónico en la zona de precisión del molde de inyección.

KRMOLD cuenta con un proceso de control de calidad integral, con un equipo profesional de inspección de calidad y equipos avanzados de inspección de calidad bidimensionales y tridimensionales, para los moldes de inyección producidos para los clientes en la fábrica, con el fin de completar las pruebas de equipos bidimensionales y tridimensionales y la modificación de moldes de prueba del proceso de producción.
Diseño de tecnología de moldeo por inyección
——
1. Sistema de moldeo de guardabarros para automóviles: Canal caliente con compuerta de válvula para reducir el desperdicio del canal y mejorar el equilibrio de llenado.
2. Diseño de la cavidad del molde para guardabarros de plástico para automóviles: Espesor de pared diferenciado (1,5-2,5 mm) combinado con una disposición de nervaduras para lograr un equilibrio entre ligereza (reducción de peso de 300 g/pieza) y resistencia estructural.
3. Índice de fluidez del molde para guardabarros de automóviles (MFI): 20-25 g/10 min para ABS, 30-35 g/10 min para PP (prueba a 230 ℃/2,16 kg), para garantizar la fluidez y las propiedades mecánicas.
4. Análisis del flujo del molde de inyección del guardabarros del automóvil (Mold-flow): simulación de la tasa de llenado ≥ 95%, predicción de la posición de la línea de soldadura (Weld Line) y optimización mediante el ajuste de la estructura del molde.
5. Control de deformación del molde de inyección del guardabarros del automóvil: Adopte una tolerancia de enfriamiento de ±0,3 mm/m para reducir la deformación causada por el estrés térmico.
6. Eliminación de burbujas en el molde de inyección de guardabarros de automóviles: La velocidad de inyección se controla en 3 etapas (rápida-lenta-rápida), con diseño de tanque de ventilación al vacío, porosidad ≤ 0,5%.
Características del molde de inyección para guardabarros de automóviles
——
1. Reducir la rentabilidad mediante un diseño ligero.
El moldeo por inyección de guardabarros para automóviles puede reducir eficazmente el peso de las piezas moldeadas por inyección para automóviles mediante la optimización topológica y la tecnología de refuerzo con fibra de vidrio, lo que puede ayudar a reducir el peso total del automóvil entre 4 y 6 kg y mejorar la eficiencia del combustible entre un 2 y un 3 %.
El diseño de moldes de inyección para la industria automotriz mediante un sistema de canal caliente, que ayuda a reducir el desperdicio en el canal frío, puede generar ahorros anuales en costos de materia prima de entre 15 y 20 millones de dólares estadounidenses en la producción de moldes para automóviles.
2. Mejora de la vida útil del molde de inyección del guardabarros del automóvil
El molde de inyección para guardabarros de automóvil se fabrica mediante un centro de mecanizado de 5 ejes. Las pruebas finales del molde con máquina de medición por coordenadas (CMM) cumplen con el nivel ISO 2768-mK, y la tolerancia de la cavidad del molde es de ±0,02 mm.
El molde de inyección para guardabarros de automóviles utiliza acero para moldes SKD61 (HRC 48-52) con recubrimiento PVD, lo que reduce la tasa de desgaste en un 60 % y ayuda a aumentar la vida útil del molde de 30 000 a 120 000 ciclos.
3. Compatibilidad con materiales de alto rendimiento para moldeo por inyección de guardabarros de automóviles
El molde de inyección para guardabarros de automóviles admite aleación ABS/PC y PP reforzado con fibra de vidrio larga (LFT-PP, longitud de fibra de 10 a 25 mm), con una temperatura de deflexión térmica (HDT) de hasta 140 °C (ISO 75). Las formulaciones premezcladas de estabilizador UV y antioxidante para el molde de inyección también han superado la prueba de envejecimiento con lámpara de xenón de 2000 horas según la norma SAE J2527.

Acerca de KRMOLD
—
KRMOLD se centra en el diseño y la producción de moldes de precisión, con un equipo de fabricación de más de 200 técnicos profesionales, un equipo técnico de I+D de más de 30 ingenieros y un equipo de servicio integral que abarca desde la consulta previa a la venta hasta el mantenimiento posterior a la venta, proporcionando servicios de proceso completo que van desde el diseño de moldes y el procesamiento de precisión hasta el moldeo por inyección.
KRMOLD Mold está equipada con maquinaria de primera clase a nivel internacional, como centros de mecanizado CNC, máquinas de electroerosión de precisión Makino de Japón, máquinas de corte por hilo Shadick de Japón, máquinas de moldeo por inyección Toshiba de Japón y otras marcas famosas nacionales e internacionales de equipos de producción, para lograr una precisión de procesamiento de ± 0,002 mm y satisfacer las necesidades de una variedad de moldes de inyección de plástico de alta precisión.

Preguntas frecuentes: ¿Cómo obtener un presupuesto para moldes de inyección personalizados?
——
Se debe especificar el tipo de plástico (por ejemplo, PP, ABS) y los requisitos de postprocesamiento (por ejemplo, pulverización, serigrafía), y proporcionar planos de las piezas de plástico en 2D o 3D. Asimismo, se debe indicar el volumen de producción, los requisitos estéticos, las tolerancias, etc.
Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


