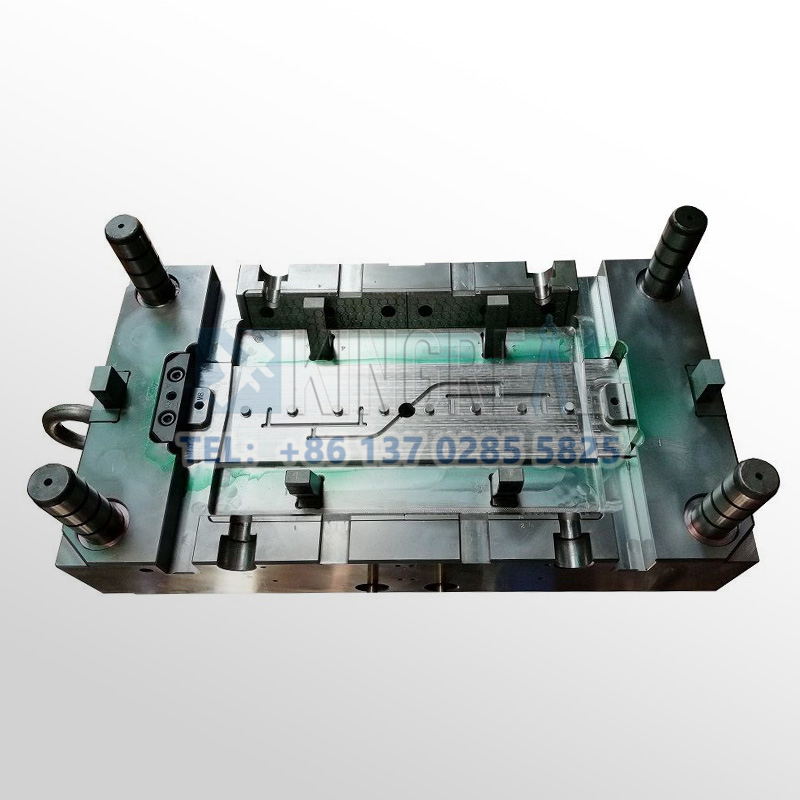

Especificaciones del molde de inyección para portaequipajes de techo automotriz
—
| Nombre del molde de inyección | Molde de inyección para portaequipajes de techo de automóviles |
| Estándar de base de molde | Hasco, Dme, Meusburger, Futaba, Lkm, etc. |
| Tamaño del molde | 1630*603*798 mm |
| Material del molde | P20 |
| Sistema de corredores | Compuertas de 3 puntas para corredor en caliente |
| Tiempo del ciclo de inyección | 65 segundos |
| Calificación | Mod de impacto P/E-MD20 |
| Granulado o galvanizado | Superficie de aspecto de grano fino, pulida |
| Tolerancia de tamaño | +/-0,05 mm |
| Aptitud física | Coincidencia del 100% |
Acerca del molde de inyección para portaequipajes de techo de automóviles
—
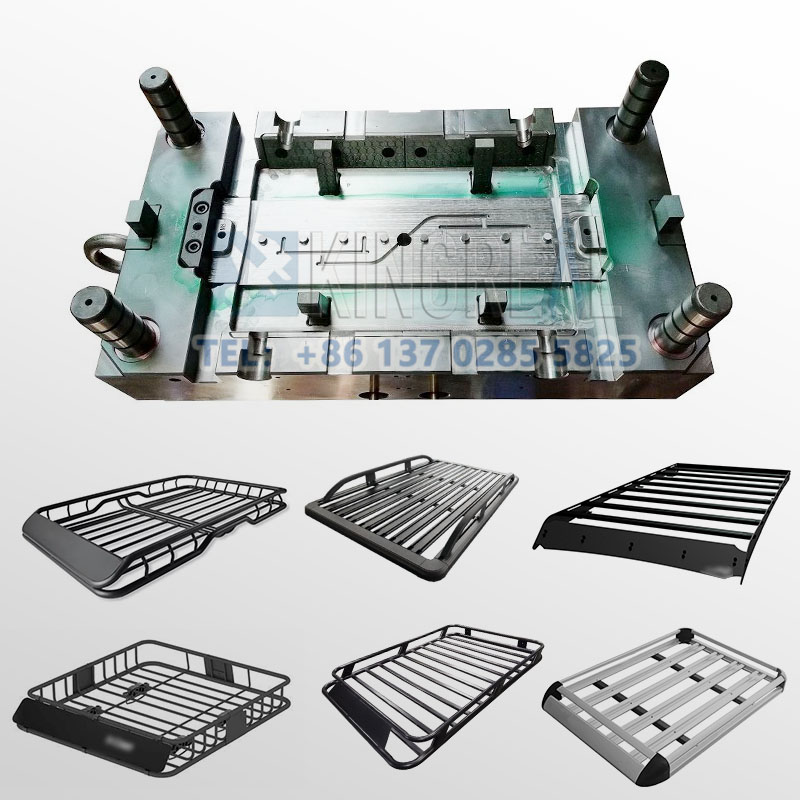
El portaequipajes de techo para automóviles es una estructura metálica o de plástico de alta resistencia que se monta en el techo del vehículo para ampliar su espacio de carga. Su diseño aerodinámico optimiza la aerodinámica para reducir la resistencia al viento y, al mismo tiempo, mejorar la estética del vehículo. Para satisfacer las necesidades de la industria automotriz, KRMOLD ha diseñado un molde de inyección para la producción en masa de portaequipajes de techo para automóviles.
El molde para portaequipajes de techo de automóviles ayuda a reducir el peso de los portaequipajes entre un 30 % y un 50 % (en comparación con el metal) al replicar la compleja geometría de los portaequipajes e integrar componentes funcionales como mecanismos de bloqueo, deflectores, etc., mediante el uso de paredes delgadas (2,0-3,5 mm) y refuerzos. Los portaequipajes de techo para automóviles están diseñados con paredes delgadas (2,0-3,5 mm) y refuerzos para ayudar a reducir el peso entre un 30 % y un 50 % (en comparación con el metal) e integrar componentes funcionales como mecanismos de bloqueo y deflectores.

Puntos de diseño del molde de inyección para portaequipajes de techo de automóviles
—
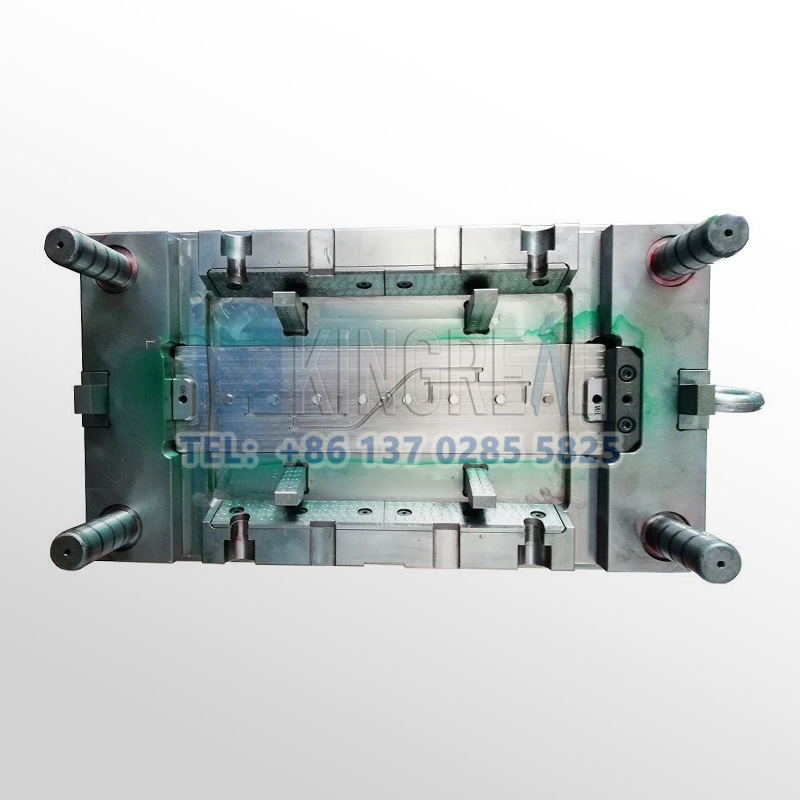
1. El molde de inyección de portaequipajes de plástico está diseñado con un mecanismo de extracción de núcleo y múltiples deslizadores para moldear la estructura invertida del riel del portaequipajes (como ranuras y orificios de montaje). La cantidad suele ser de 6 a 10, la carrera de extracción del núcleo es de 50 a 120 mm, y la nervadura de refuerzo en la cavidad profunda también se trata para el desmoldeo para evitar tensiones y deformaciones. El refuerzo en la cavidad profunda también se procesa para el desmoldeo para evitar tensiones y deformaciones, y se utiliza un resorte de nitrógeno para garantizar la estabilidad de la eyección.
2. Mediante el control por fases de las compuertas de la válvula de aguja (8-12) para reducir las marcas de fusión y equilibrar la presión de llenado de piezas largas, se completa el diseño del canal caliente de la válvula de sincronización del molde del portaequipajes del techo del automóvil (SVG), y se oculta en superficies no visibles (por ejemplo, la ranura inferior), para evitar que las marcas de las compuertas afecten la calidad de la superficie.
3. Impresión 3D de canales de refrigeración con forma para acortar el tiempo de refrigeración entre un 30 y un 40 % y garantizar una refrigeración uniforme. Superficie de separación de la herramienta de inyección del portaequipajes del techo del coche con microranuras (≤0,03 mm) y escape de espacio de la varilla de empuje para evitar la inyección incompleta o el quemado causado por el aire atrapado.
Acerca del moldeo por inyección doble para el moldeo de portaequipajes de techo de automóviles
—
La aplicación demoldeo por inyección de dos coloresEl proceso en los moldes de portaequipajes de techo para automóviles (Roof Rack) permite la combinación de integración funcional y diseño estético a través del moldeo de una sola inyección. El molde Auto Roof Rack gira el molde móvil 180°, y los dos conjuntos de moldes fijos se inyectan alternativamente, lo que hace que la eficiencia de producción sea el doble de alta que la del tipo traslacional, y es adecuado para la producción en masa. Un ejemplo de esto es el componente de dos colores de los clips y deflectores del portaequipajes. Traslación de pistón accionado hidráulicamente, adecuado para estructuras complejas (por ejemplo, refuerzo del portaequipajes combinado con tira de sellado de goma blanda), pero el tiempo del ciclo de moldeo es más largo.
Normalmente, se utiliza PA6-GF30 (nylon reforzado con fibra de vidrio al 30 %) o PP-LGF40 (polipropileno con fibra de vidrio larga al 40 %) como material base del molde para portaequipajes de techo, para proporcionar alta resistencia y resistencia a la intemperie, y TPE o TPU (dureza Shore A 50-80) para la función antideslizante o de sellado como material de cubierta del molde de inyección de plástico para portaequipajes de techo. El proceso de moldeo por inyección de dos colores para portaequipajes de techo de automóviles presenta control de compatibilidad de materiales y diseños complejos de co-liberación del molde.

Aplicación del molde para portaequipajes de techo de automóvil
—


¿Por qué elegir KRMOLD?
—
1. Servicio integral de proceso completo en un solo lugar
Ofrecemos un servicio integral que abarca desde la integración de requisitos, el diseño y la fabricación de moldes, hasta la entrega y el servicio posventa.
El equipo técnico participa activamente en la etapa de diseño del producto del cliente, optimizando la estructura del molde y diseñando los planos del mismo mediante software de análisis de flujo de moldes (como Autodesk Moldflow, UGNX). Equipado con CNC importado, máquina de corte por hilo Shadick, equipo de descarga de espejo y otros equipos de procesamiento de precisión para lograr una precisión de ±0,02 mm;
Contamos con un taller inteligente de gran tamaño para apoyar procesos secundarios como serigrafía, soldadura, pulverización, etc. Implementamos rigurosamente el sistema de calidad ISO13485 e IATF16949; además, ofrecemos transporte gratuito, mantenimiento regular de moldes y un año de garantía.
2. Sistema completo de control de calidad
Contamos con un taller de producción integral que utiliza centros de mecanizado Makino de cinco ejes, máquinas de moldeo por inyección Haitian y otros equipos de renombre nacional e internacional para evitar demoras en el procesamiento de salida. Mediante la máquina de medición por coordenadas (CMM), un instrumento de inspección tridimensional, realizamos una inspección completa de las dimensiones clave y aplicamos el ciclo PDCA de gestión de calidad. Además, proporcionamos un informe completo de inspección de calidad de los moldes de inyección.
3. Control preciso de las entregas para garantizar el cronograma del proyecto.
Mediante la gestión digital, se realiza un seguimiento del progreso de la producción desde el inicio del pedido, para diferentes pedidos y fechas de entrega, y, en caso de que surjan factores que puedan ocasionar retrasos, se toman medidas inmediatas para acelerar el cronograma de producción y garantizar que el cliente complete la fabricación de los moldes de inyección de plástico dentro del plazo de entrega.
Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


