

Especificaciones del molde de inyección para parachoques de automóvil
——
| Base del molde | LKM, HASCO, DME |
| Material del molde | P20, S136, 718, etc. |
| Materiales de los productos | PC, PP, ABS, PPS, PE, etc. |
| Dureza del acero | HRC28 - HRC60 |
| Tratamiento del acero | Temple / Nitrurado / Calor, etc. |
| Moldeador | Corredor caliente/frío |
| Software para moldes | CAD.CAM.PROE.UG, etc. |
| Vida del moho | 50.000 veces |
| Tamaño de los productos tipo puerta | Puerta lateral, puerta secundaria, puerta de punto, puerta de borde, etc. |
| Cavidad del moho | Cavidad única / Cavidades múltiples |
Descripción del molde de inyección de parachoques de plástico
——
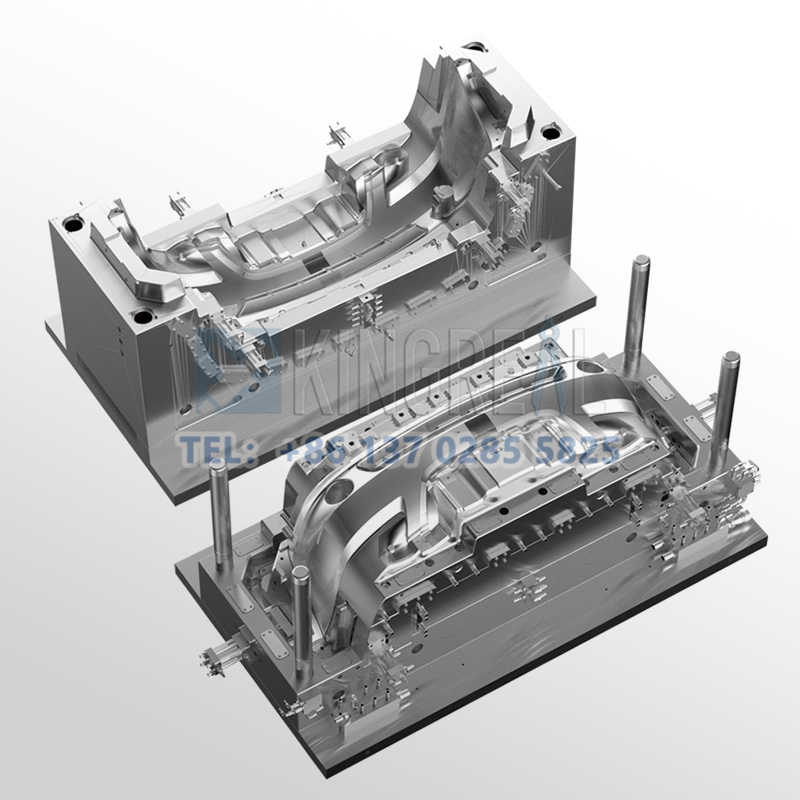
El parachoques delantero de un automóvil es una de las partes más importantes de su apariencia. Para garantizar la resistencia y rigidez necesarias, y al mismo tiempo lograr un peso ligero, se utiliza plástico, comúnmente conocido como moldeo por inyección de parachoques de plástico. KRMOLD, como fabricante profesional de moldes de inyección, diseña, fabrica y realiza pruebas de los moldes según las necesidades de producción del cliente, lo que permite a las empresas del sector automotriz completar el diseño de soluciones de moldeo por inyección de parachoques y optimizar el sistema de refrigeración, logrando grandes avances. KRMOLD, como fabricante profesional de moldes de inyección, diseña y fabrica todo el proceso de producción según los requisitos del cliente, incluyendo el diseño de soluciones de moldeo por inyección de parachoques para automóviles, logrando grandes avances en el diseño de la estructura del molde y la optimización del sistema de refrigeración.
El molde de inyección para parachoques de automóviles es una herramienta especial diseñada para la producción en masa de parachoques de automóviles, a través de plástico fundido a alta temperatura inyectado en la cavidad del molde, enfriado y moldeado para obtener las piezas del parachoques de acuerdo con los requisitos de diseño. Las materias primas del molde de inyección de parachoques de plástico KRMOLD generalmente se utilizan en acero pretemplado (como 1.2738, P20), acero inoxidable (S136), dureza HRC 30-50, para asegurar que la dureza no sea demasiado alta, y la dureza de HRC 30-50 asegura una resistencia al desgaste y una larga vida útil y puede adaptarse al proceso de moldeo por inyección de disolución, inyección y enfriamiento de diferentes materias primas para productos de parachoques de automóviles, tales como materiales a base de polipropileno, poliolefinas termoplásticas y materiales reforzados con fibra de vidrio.

Características de diseño del molde del parachoques del automóvil
——
★Características de las piezas de plástico moldeadas para parachoques de automóviles:
1. Forma compleja, gran tamaño, espesor de pared relativamente pequeño, pertenece a las piezas moldeadas de paredes delgadas de gran tamaño.
2. Las piezas tienen muchos agujeros y barras de refuerzo, y la resistencia al flujo de la masa fundida en el moldeo por inyección es alta.
3. Hay tres hebillas invertidas en el lado interior de la pieza moldeada, y es muy difícil extraer el núcleo lateralmente en cada lugar.
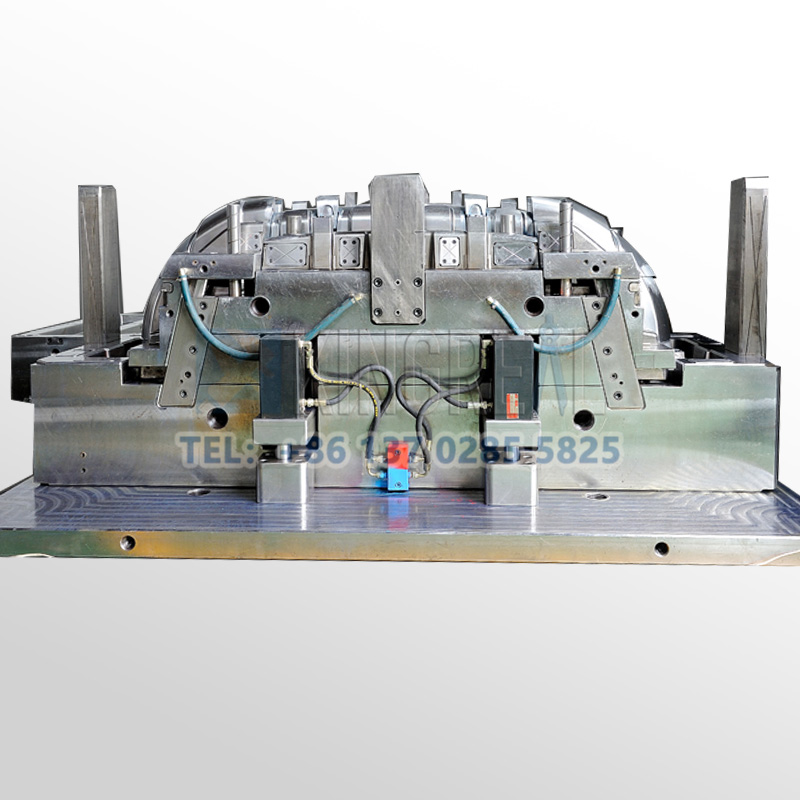
"De acuerdo con las características reales del molde para parachoques de automóvil, KRMOLD adopta tecnología avanzada de superficie de separación interna en el diseño y producción del molde de inyección de parachoques de plástico, y diseña ranuras de ventilación y de evitación de aire para adaptarse a la gran cantidad de orificios pasantes en el molde para parachoques de automóvil, algunos de los cuales también son de gran área. El sistema de vertido del molde para parachoques de automóvil adopta un sistema de canal caliente integrado para controlar la apertura y el cierre de las ocho boquillas calientes mediante el accionamiento del cilindro superior, lo que logra el resultado ideal de ausencia de marcas de fusión en la superficie de las piezas moldeadas. "
★Efecto de diseño general del molde del parachoques del automóvil:
1. El molde para parachoques de automóviles adopta tecnología de separación interna, lo que garantiza la apariencia estética de las piezas moldeadas.
2. El molde de inyección para parachoques de automóvil adopta la estructura de extracción de núcleo secundario de "parte superior inclinada compuesta", que resuelve el problema de la extracción lateral del núcleo en las partes complejas de las piezas moldeadas.
3. El molde de inyección para parachoques de automóviles adopta un sistema de fundición de canal caliente con válvula de secuencia de válvula de aguja de ocho puntos, lo que resuelve el problema del llenado de la masa fundida para piezas moldeadas grandes de paredes delgadas.
4. El molde del parachoques del automóvil adopta la presión hidráulica como fuerza motriz del sistema de desmoldeo, lo que resuelve el problema de la gran fuerza de desmoldeo y la dificultad para restablecer las piezas de empuje.


Proceso de producción de moldes para parachoques de automóviles
——

Proceso de moldeo por inyección asistido por gas (GAIM)
El molde para parachoques de automóvil utiliza el proceso de moldeo por inyección asistida por gas (GAIM), que permite inyectar una cantidad fija de plástico fundido (por ejemplo, PP, ABS, etc.) en la cavidad del molde. El volumen de llenado se controla entre el 75 % y el 99,9 %, dejando una parte del espacio para la infiltración de gas. La presión del gas compensa la contracción volumétrica de la zona de paredes gruesas, lo que evita las marcas de contracción en la superficie del parachoques. Además, el diseño hueco del molde reduce la cantidad de material utilizado (ahorrando entre un 8 % y un 15 %) y mejora la rigidez y la resistencia a la deformación del refuerzo.

Proceso de moldeo por inyección de MuCell
El molde para parachoques de automóviles utiliza el proceso MuCell para inyectar nitrógeno supercrítico (N₂) o dióxido de carbono (CO₂) en el material fundido, formando una mezcla fluida monofásica. Tras la inyección del material fundido en el molde, la caída de presión provoca la difusión del gas hacia el núcleo, creando una estructura uniforme de celda cerrada con un diámetro de 1 a 100 μm. El interior del parachoques presenta una estructura tipo sándwich (capa exterior densa + núcleo de espuma). El molde para parachoques de automóviles logra esta estructura celular mediante el proceso MuCell, lo que reduce significativamente el peso del parachoques sin comprometer sus propiedades mecánicas (por ejemplo, la resistencia al impacto).
¿Por qué elegirnos?
——
1. Servicio integral de proceso completo en un solo lugar
Ofrecemos un servicio integral que abarca desde la integración de requisitos, el diseño y la fabricación de moldes, hasta la entrega y el servicio posventa.
El equipo técnico participa activamente en la etapa de diseño del producto del cliente, optimizando la estructura del molde y diseñando los planos del mismo mediante software de análisis de flujo de moldes (como Autodesk Moldflow, UGNX). Equipado con CNC importado, máquina de corte por hilo Shadick, equipo de descarga de espejo y otros equipos de procesamiento de precisión para lograr una precisión de ±0,02 mm;
Contamos con un taller inteligente de gran tamaño para apoyar procesos secundarios como serigrafía, soldadura, pulverización, etc. Implementamos rigurosamente el sistema de calidad ISO13485 e IATF16949; además, ofrecemos transporte gratuito, mantenimiento regular de moldes y un año de garantía.
2. Proporcionar moldes de inyección en la fábrica. Servicios de modificación de moldes de prueba.
Nuestro taller de producción está equipado con máquinas de moldeo por inyección de marcas reconocidas a nivel nacional e internacional, como Nissei y Toshiba de Japón, entre otras. Ofrecemos a nuestros clientes servicios de prueba de moldes en fábrica para garantizar la calidad y precisión de los mismos. Tras la prueba, proporcionamos un informe de inspección y ayudamos a nuestros clientes a ajustar los parámetros de inyección.
3. Amplia experiencia en producción de proyectos
Presta servicios a más de 20 sectores, como el médico, el automotriz y el de electrónica de consumo. Su trabajo abarca moldes de precisión para dispositivos médicos, conectores para automóviles y otras piezas complejas. Entre las marcas con las que colabora se encuentran Ford, Mercedes-Benz, BMW, Audi y Great Wall Motor.
Un equipo de ingenieros con más de 10 años de experiencia para brindar sugerencias sobre la optimización de la estructura del producto y el control de costos.
Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


