

¿Qué es el moldeo por inyección IMD?
——
El proceso IMD, conocido como Decoración en Molde, es una tecnología decorativa que combina películas de excelente calidad impresa con resinas plásticas en moldes de inyección. Mediante este proceso, la superficie de un producto plástico adquiere una textura de excelente calidad impresa y una sólida protección contra la abrasión y los arañazos.
El moldeo por inyección IMD satisface las necesidades de moldeo por inyección de componentes en una amplia gama de industrias, como interiores de automóviles, electrónica, electrodomésticos y dispositivos médicos, para crear paneles decorativos con patrones intrincados y toques de color que aportan un atractivo distintivo a los productos. El moldeo por inyección IMD utiliza una película transparente y endurecida para proteger la capa decorativa. Esta película está fabricada con materiales de alto rendimiento como el policarbonato (PC) o el poliéster (PET), que combinan una alta transparencia con una excelente resistencia a la abrasión. Mediante la aplicación de un endurecedor o curado UV, la película se adhiere al sustrato plástico, garantizando un efecto decorativo duradero.
Para cumplir con el proceso de moldeo por inyección IMD, los requisitos principales de los moldes de inyección IMD giran en torno a la precisión del producto, la gestión térmica y la protección de la superficie, y los moldes de inyección deben diseñarse teniendo en cuenta exhaustivamente las características de la película, las propiedades del sustrato plástico y los parámetros del proceso.

¿Qué es el procesamiento de moldeo por inyección IMD?
——
1. Diseño e impresión de películas: antes de comenzar el moldeo por inyección de IMD, es necesario adoptar CAD para diseñar el patrón, realizar una impresión de alta precisión mediante serigrafía o tinta UV y completar la prueba de curado de 72 horas para garantizar que la adhesión sea ≥5 N/cm.
2. Posicionamiento y Termoformado: Después de que la película es cortada y perforada con agujeros de posicionamiento, se adaptará a las superficies 3D complejas a través de la tecnología de termoformado.
3. Inyección en molde: Coloque la película moldeada en el molde de inyección, inyecte la materia prima plástica a una temperatura del molde de 80-120 ℃ y controle la velocidad y la presión de llenado a través de parámetros de inyección de múltiples etapas para evitar la ruptura de la película.
4. Posprocesamiento: una vez finalizada la inyección, el molde se enfría y se desmolda para eliminar las rebabas y se rocía con una capa protectora para mejorar la resistencia a la abrasión.

¿Cuál es la característica de diseño del molde de inyección IMD?
——
1. Mejorar la tasa de contracción del molde de inyección.
En el proceso IMD, la tasa de contracción térmica del sustrato plástico y la película de PET superficial es diferente. La película que envuelve el sustrato plástico limitará su contracción. Si el diseño se basa en la tasa de contracción convencional, se producirán desviaciones dimensionales del producto terminado o incluso grietas en la película. La tasa de contracción de los moldes de inyección convencionales suele ser del 0,5 %, pero los moldes IMD deben ajustarse a aproximadamente el 0,3 % (según la situación real).
KRMODLD necesita optimizar el tamaño de la cavidad del molde a través de la simulación CAE al producir moldes de inyección y corregir el molde de acuerdo con la tasa de contracción real después de la prueba del molde.
2. Posicionamiento de precisión de moldes de inyección
Para cumplir con los requisitos de moldeo por inyección de IMD, los moldes de inyección deben diseñarse con orificios de posicionamiento de alta precisión para garantizar que la película no se mueva cuando el molde está cerrado, y algunos de los moldes utilizan dispositivos de adsorción al vacío o de sujeción mecánica para fijar la película para evitar el desplazamiento causado por la presión de inyección.
En el proceso IMD, el tamaño de la película debe ser ligeramente más pequeño que el tamaño del producto final (aproximadamente 0,1-0,2 mm) para evitar fugas de blanco o ruptura de los bordes durante el proceso de moldeo por inyección.
3. Diseño del canal del molde de inyección
Al diseñar el molde para el proceso de moldeo por inyección IMD, los operadores del molde deben garantizar que el plástico fundido llene todas las cavidades de manera uniforme para evitar el sobrecalentamiento local o el llenado insuficiente de la película debido a las diferencias en las trayectorias de flujo. Se debe priorizar el uso de compuertas sumergidas o de bebedero para minimizar las trazas visibles de la compuerta en la superficie de la película. La ubicación de la compuerta debe evitar la zona del patrón de la película para evitar dañar la capa de tinta.
4. Canales de refrigeración multicircuito para moldes de inyección
Los moldes de inyección deben estar equipados con canales de enfriamiento de múltiples circuitos para garantizar que la diferencia de temperatura entre cada área sea ≤5 ℃, para evitar la deformación de la película o una contracción desigual debido al enfriamiento desigual, y algunos de los moldes están integrados con una placa calefactora para precalentar la película y mejorar su ductilidad para adaptarse a estructuras 3D complejas.
5. Diseño de liberación de moldes de inyección
El diseño del sistema de expulsión del molde de inyección debe ser paralelo a la superficie de contacto de la película para evitar que el expulsor raye la capa decorativa. Los productos con superficies curvas complejas pueden desmoldearse neumáticamente o con un mecanismo de expulsión segmentado. La superficie de la cavidad del molde debe pulirse a nivel de espejo. KRMOLD suele contar con herramientas de pulido especiales y operadores profesionales para pulir la superficie de la cavidad del molde a nivel de espejo. Además, se aplica un tratamiento de cromado o nitruración para reducir la fricción y prolongar la vida útil del molde.



¿Cuál es la aplicación del moldeo por inyección IMD?
——

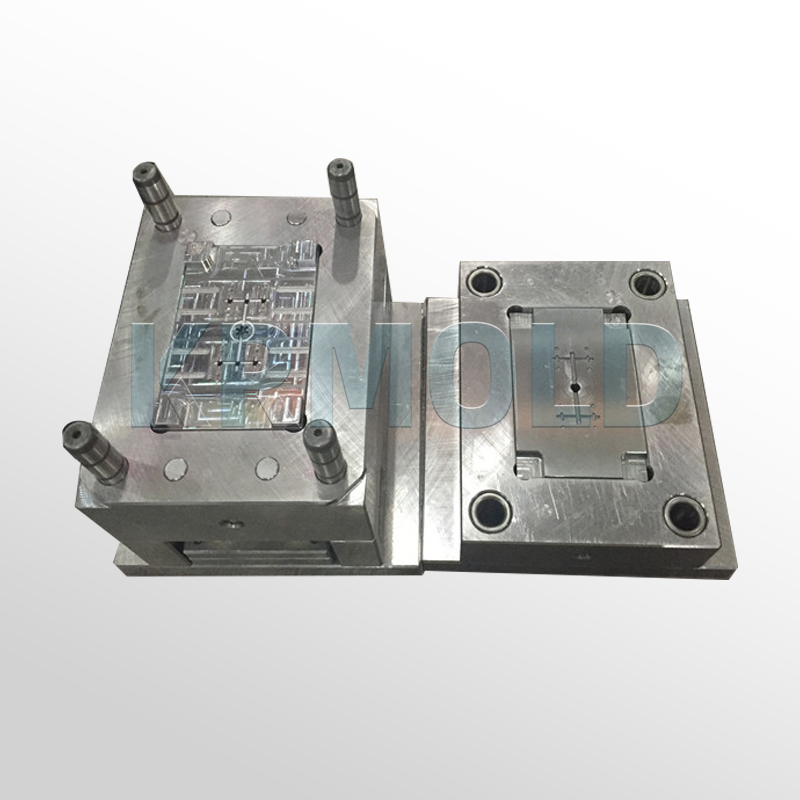
Molde de inyección para la industria de electrodomésticos
El proceso de moldeo por inyección IMD desempeña un papel fundamental en la mejora de la apariencia, textura y funcionalidad de los electrodomésticos. Mediante el moldeo por inyección IMD, la producción de paneles, carcasas y otras piezas de la industria de electrodomésticos puede mostrar un patrón tridimensional resistente al desgaste y a los arañazos, además de ser resistente a los productos químicos, lo que mejora la durabilidad y la estética del producto.
Los casos típicos incluyen:
*Panel de refrigerador de alta gama: proceso de transferencia térmica IMD para lograr textura de mármol, costo 30% menor que la pulverización tradicional, dureza de superficie de 3H.
*Panel de control del horno microondas: botones de retroiluminación integrados a través del moldeo por inyección IMD, esperanza de vida de hasta 1 millón de pulsaciones, soporte para operación con manos mojadas.
*Pantalla táctil de lavadora: moldeo por inyección con película de PET endurecida, resistencia a la corrosión del detergente, el patrón no se desvanecerá de forma permanente.

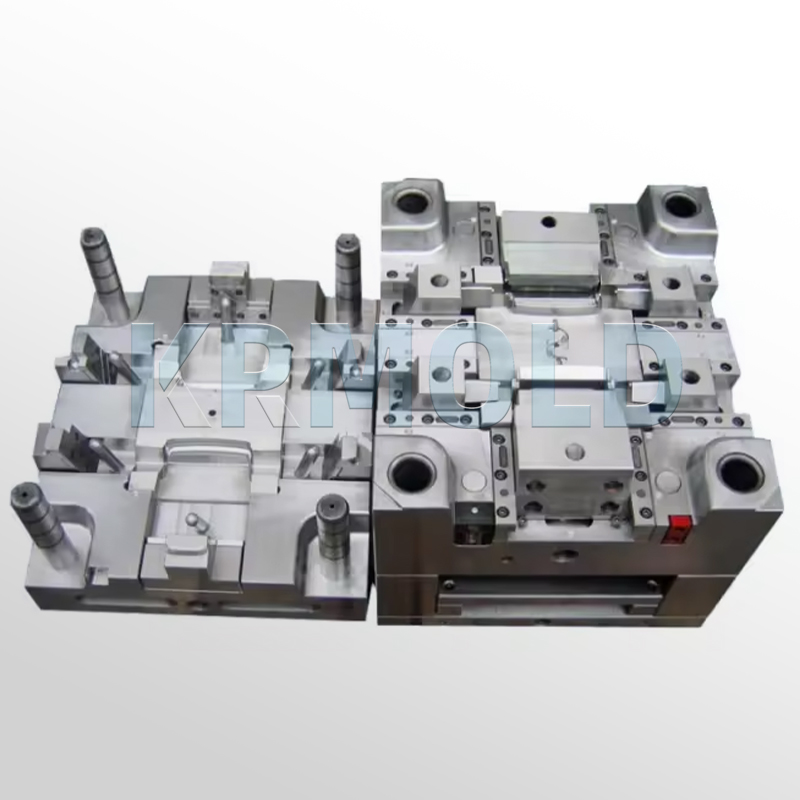
Molde de inyección para la industria electrónica de consumo
En la industria electrónica de consumo, el proceso IMD se utiliza ampliamente en la fabricación de carcasas y llaves para teléfonos móviles, tabletas, lectores de libros electrónicos y otros dispositivos. Los moldes de inyección que utilizan el proceso IMD en la industria de la electrónica de consumo no solo amplían las opciones de color y diseño, sino que también mantienen su ligereza y durabilidad. Asimismo, el proceso IMD promueve la personalización de productos electrónicos para satisfacer las diversas necesidades del mercado.
Los casos típicos incluyen:
*Marco central y lente del teléfono móvil: se utiliza el proceso IMD para lograr un efecto de transmisión de luz esmerilada, con una tasa de transmisión de luz de ≥90%, así como residuos antihuellas y soporte para la penetración de la señal 5G.
*Esfera del reloj inteligente: molde de inyección integrado en el sensor táctil, dureza de la superficie de 3H o más, resistencia al rayado mejorada 5 veces.
*Carcasa de auriculares: moldeada por inyección mediante diafragma de color degradado y tecnología de curado UV para lograr patrones de alta resolución, tasa de rendimiento de más del 95 %

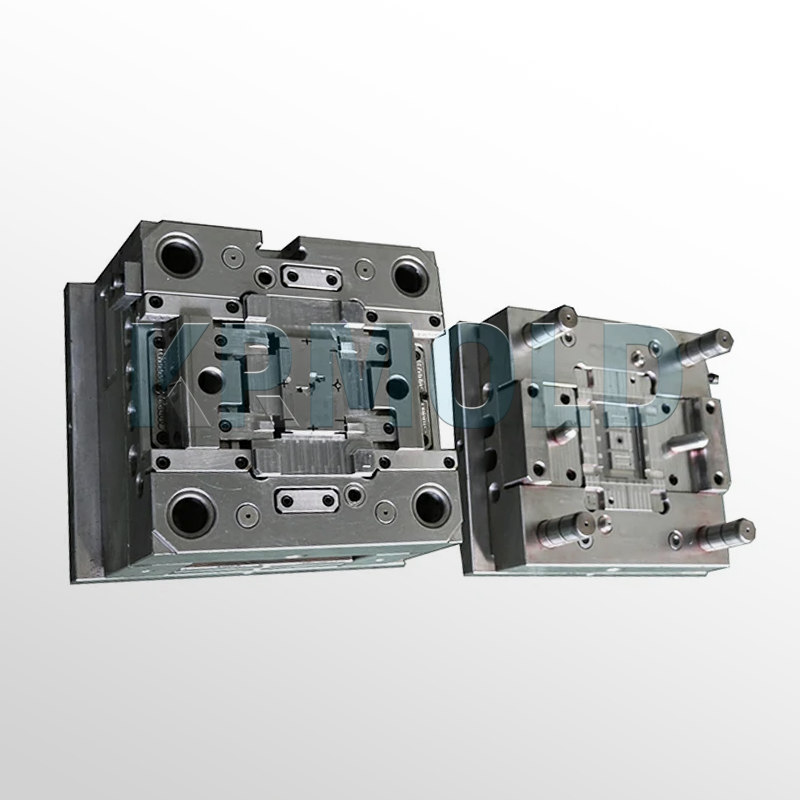
Molde de inyección para la industria de fabricación de automóviles
La industria automotriz es otra importante área de aplicación del proceso de moldeo por inyección IMD. Este proceso desempeña un papel fundamental en la fabricación de piezas interiores como el panel de instrumentos, el panel del aire acondicionado y el panel interior. No solo embellece el interior, sino que también mejora su durabilidad y resistencia al rayado. Para los clientes de la industria automotriz, el moldeo por inyección IMD mejora la competitividad de sus productos y reduce costos. Además, el proceso facilita el reciclaje de las piezas interiores de forma respetuosa con el medio ambiente, en consonancia con la búsqueda del desarrollo sostenible en la industria automotriz.
Casos típicos
*Molde de inyección de panel táctil automotriz: función de calentamiento incorporada, rango de resistencia de temperatura -30 ℃ ~ 120 ℃, tiempo de respuesta <0,1 segundos.
*Molde de inyección de rejilla automotriz: adopta un revestimiento autorreparador, los rayones desaparecen automáticamente en 24 horas, luz LED dinámica integrada y sensor de radar.
*Molde de inyección para tablero de instrumentos de automóviles: el proceso IMD reemplaza la pintura en aerosol tradicional, reduciendo el costo en un 15% y aumentando la resistencia química en un 50%.
Preguntas frecuentes: ¿Cómo garantizar la precisión dimensional del molde y la consistencia del producto?

Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM.
Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba.
Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


