

Solución integral para moldes de inyección de envases cosméticos
——
El moldeo por inyección es el método de producción más común para envases de cosméticos. Se funden diferentes materias primas (como PP, PETG y ABS) y se inyectan en las cavidades del molde, que luego se enfrían y curan para producir piezas de envase (como tapas de botellas, latas, cabezales de bomba, tubos de pintalabios, etc.) con alta precisión y calidad superficial. Con la creciente búsqueda de la singularidad, el diseño y la funcionalidad de los envases de cosméticos, los requisitos de diseño y fabricación de los moldes de inyección, como proceso fundamental en la producción de estos envases, han ido en aumento.
1. Los moldes de inyección deben soportar formas complejas y combinaciones de múltiples materiales (por ejemplo, la coinyección de capas transparentes y de color) para satisfacer las necesidades de producción de envases cosméticos. KRMOLD utiliza modelado 3D y tecnología de mecanizado CNC de precisión para lograr una exactitud a nivel micrométrico en los moldes de inyección para envases cosméticos.
2. Los moldes de inyección para envases cosméticos deben reservar espacio para la integración de sensores (por ejemplo, ranuras para chips) y garantizar que el proceso de inyección no afecte al rendimiento de los componentes electrónicos. Además, el material del molde debe ser resistente a altas temperaturas y a la corrosión para que sea apto para el proceso de recubrimiento inteligente.
3. Molde de inyección para envases cosméticos mediante tecnología de pulido espejo para reducir los defectos superficiales de los productos de envasado cosmético, optimizar la pendiente del molde para evitar residuos de material; desarrollo de moldes de coinyección multicapa para lograr la combinación de capa barrera y capa funcional.

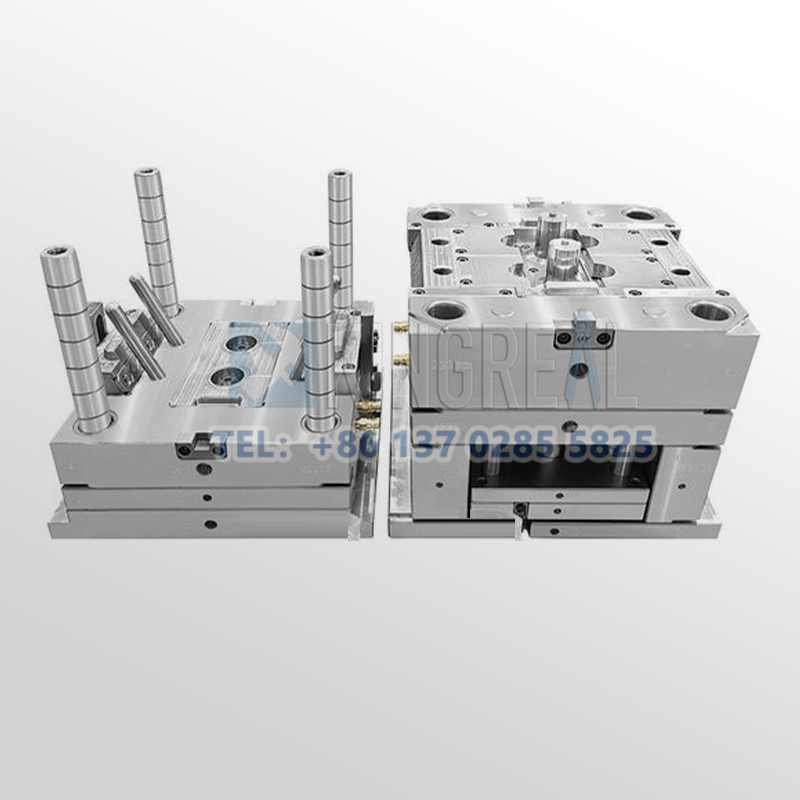
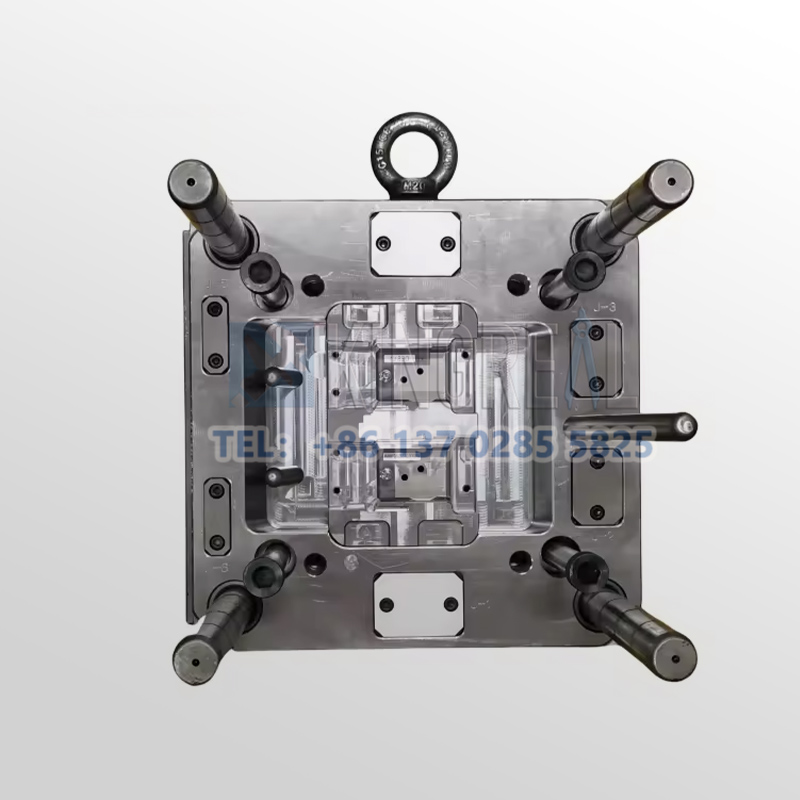
Componente de moldes de inyección para envases cosméticos
——
1. Núcleo y cavidad del molde: Los moldes de inyección para envases cosméticos están hechos de acero de alta dureza (como S136, NAK80) y la superficie está pulida a espejo (Ra ≤ 0,01 μm) para garantizar el brillo de los productos. 2;
2. Sistema de vertido: el molde adopta un diseño de canal caliente (para reducir el material frío) y alimentación de cola tipo válvula de aguja (para evitar la línea de fusión) para asegurar que el material se llene de manera uniforme;
3. Sistema de refrigeración: el molde de inyección acorta el tiempo de refrigeración y evita la deformación optimizando la disposición de los conductos de agua (conducto de agua seguidor);
4. Mecanismo de desmoldeo: el molde de inyección adopta una estructura de parte superior inclinada, deslizador, eyector neumático, etc., que es adecuada para la demanda de desmoldeo cóncavo o roscado complejo.

Ventajas de los moldes de inyección para envases cosméticos
——

El envasado de cosméticos requiere una alta precisión en la textura de la superficie (por ejemplo, logotipo en relieve) y en la estructura de sellado (por ejemplo, roscas del cabezal de la bomba). Los moldes de inyección de KRMOLD deben procesarse con máquinas herramienta CNC y tecnología EDM para lograr una precisión de ±0,02 mm en el molde de inyección, lo que garantiza la consistencia y la funcionalidad de los productos cosméticos. Consistencia y funcionalidad de los productos de envasado.

Los moldes de inyección KRMOLD están diseñados para adaptarse a la compleja estructura de los envases cosméticos, como las bocas de botella con formas especiales y los cuerpos de botella curvos. KRMOLD utiliza un circuito de refrigeración por agua que sigue la forma del envase para optimizar la eficiencia de enfriamiento y reducir el riesgo de deformación. Por ejemplo, el molde para el cuerpo de los envases de cuidado de la piel logra una producción en masa eficiente gracias a un diseño de molde multicavidad de 1 de 32 cavidades, lo que mejora la eficiencia de producción del producto.

KRMOLD aplica algoritmos de IA para optimizar los parámetros de inyección (por ejemplo, presión, temperatura) en tiempo real, aumentando el rendimiento del moldeo por inyección al 98,5%; al mismo tiempo, utiliza sensores IoT para monitorizar los datos de desgaste del molde y reduce el tiempo de inactividad en más de un 20% gracias al mantenimiento predictivo.
Procesos comunes de moldeo por inyección
——
“Los moldes de inyección KRMOLD para envases de productos cosméticos se pueden diseñar según los requisitos de producción reales del cliente, como la cantidad de producto, los insertos y el laminado, etc., para lograr diferentes procesos de moldeo por inyección.”

El moldeo por inserción es un proceso en el que se colocan insertos prefabricados, como metal, vidrio y fibra, en un molde, y se moldea plástico para recubrir los insertos y formar un producto integrado. Tiene la ventaja de combinar la moldeabilidad de los plásticos con la rigidez de los metales para crear estructuras complejas, además de reducir el número de pasos de ensamblaje secundarios y mejorar el sellado y la fiabilidad.
Algunos ejemplos comunes son los moldes de inyección para componentes de cabezales de bombas, los moldes para envases inteligentes y los moldes estructurales decorativos.

El moldeo por inyección de dos componentes inyecta plásticos de diferentes colores o materiales en el mismo molde mediante dos inyecciones para formar piezas de embalaje con efectos degradados, combinaciones de materiales blandos y duros, entre otros. La combinación de plásticos duros y blandos mejora la funcionalidad y reduce la necesidad de pulverización, lo que se alinea con la tendencia hacia la protección del medio ambiente. Ejemplos comunes son los moldes de inyección para cuerpos de botellas con degradado y los moldes de inyección para combinaciones de plásticos blandos y duros.
Materiales comúnmente utilizados: envases cosméticos, moldeo por inyección, materias primas.
——

1. PP/PE:De bajo coste, con buena resistencia química, apto para piezas no transparentes como tapones de botellas y cabezales de bombas.
2. PET/PETG: alta transparencia y reciclabilidad, utilizado para cuerpos de botellas transparentes (se requiere un método de dos pasos: embrión de tubo moldeado por inyección + moldeo por soplado).
3.ABS/AS: Equilibrio entre resistencia y brillo superficial, adecuado para cuerpos de latas decorados con logotipos en relieve.
Materiales de base biológica (PLA/PHA): tendencias medioambientales, necesidad de adaptar los moldes al moldeo a baja temperatura y al acero resistente a la corrosión.
Preguntas frecuentes:
1. ¿Cómo obtener un presupuesto para moldes de inyección personalizados?
Se debe especificar el tipo de plástico (por ejemplo, PP, ABS) y los requisitos de postprocesamiento (por ejemplo, pulverización, serigrafía), y proporcionar planos de las piezas de plástico en 2D o 3D. Asimismo, se debe indicar el volumen de producción, los requisitos estéticos, las tolerancias, etc.
2. ¿Cuánto tiempo se tarda en obtener un presupuesto para un molde de inyección?
Por lo general, nuestros ingenieros comenzarán a preparar el presupuesto inmediatamente después de que el cliente proporcione todos los requisitos de producción. Normalmente, esto tarda entre 1 y 3 días.
3. ¿Cuál es el plazo de entrega para los moldes de inyección?
El plazo de entrega para moldes de inyección estándar suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, incluyendo el diseño, la fabricación, las pruebas del molde, etc.
4. ¿Cómo garantizar la precisión dimensional del molde y la uniformidad del producto?
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con software CAD/CAM.
Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición por coordenadas (MMC) y verificación de varios lotes de muestras durante la fase de moldeo de prueba.
Selección de materiales: Utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento superficial (por ejemplo, nitruración, cromado) para las tuercas de las matrices con el fin de prolongar su vida útil.
Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


