

¿Qué son los moldes de inyección para envases de paredes delgadas?
——
Los moldes de inyección para envases de pared delgada son herramientas de moldeo por inyección especialmente diseñadas para la producción de envases de plástico con un espesor inferior a 1 mm, paredes extremadamente delgadas y una relación de longitud de flujo superior a 150. Esto se puede definir como la relación entre la longitud de flujo (L) y el espesor de la pared (t) del envase, donde el material fundido se encuentra en el canal principal de flujo del molde, hasta el punto más alejado de la cavidad. Cuando esta relación supera los 150, se denomina moldeo por inyección de pared delgada. Los productos más típicos fabricados mediante este proceso son los envases desechables para comida rápida y las carcasas de baterías para teléfonos móviles, con espesores de pared de 0,45 mm y 0,25 mm, respectivamente.
Los envases de paredes delgadas en el proceso de fabricación presentan dificultades de llenado, ventilación deficiente y deformación del molde, entre otras, lo que resulta en una baja calidad del producto y una producción difícil de mejorar. Los moldes de inyección de paredes delgadas, gracias a su estructura de alta resistencia, diseño de canal de alta eficiencia y control preciso de la temperatura, entre otros aspectos tecnológicos, ayudan a completar el proceso de producción en masa de alta calidad de estos productos, satisfaciendo así las necesidades de producción y fabricación de envases de paredes delgadas en la industria alimentaria, médica, electrónica y otras.

¿Cómo diseñar un molde de inyección para envases de paredes delgadas?
——

KRMOLD, en la producción de contenedores de paredes delgadas para la fabricación de moldes de inyección, generalmente necesita utilizar acero al cromo con alto contenido de carbono SUJ2, cuya dureza Rockwell puede alcanzar HRC ≥ 55. El acero original del molde de inyección de acero recibe un tratamiento térmico para soportar una alta presión de más de 200 MPa y un impacto de inyección a alta velocidad de más de 200 mm/s.

El moldeo por inyección de contenedores de paredes delgadas utiliza tecnología de canal caliente y válvula de secuencia (SVG) para asegurar que el material fundido llene rápidamente la cavidad y reducir el desperdicio. El moldeo por inyección de paredes delgadas es propenso a la quemadura debido al aire atrapado, por lo que se deben instalar ranuras de escape multietapa en la superficie de separación y al final del llenado. Además, el sistema de refrigeración debe distribuir uniformemente el circuito de agua para evitar la deformación causada por las tensiones residuales.

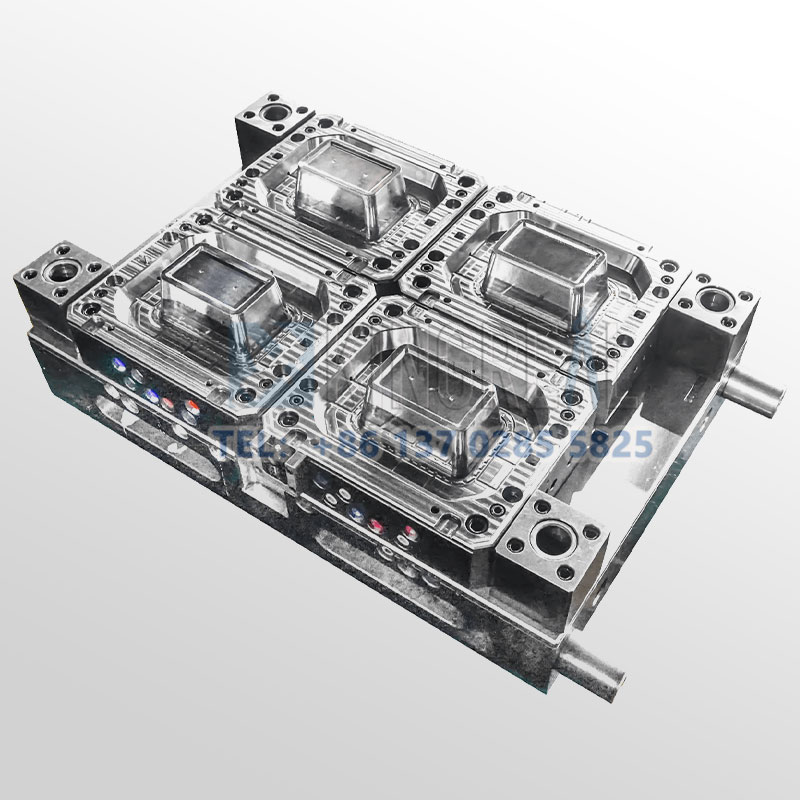
Molde de inyección de paredes delgadas con diseño de ranura de escape multietapa. La superficie de separación principal cuenta con una ranura de escape primaria y una secundaria, que llenan el extremo inferior del deslizador adicional en todo el círculo de escape. Se insertan tendones profundos anulares en la subpieza para facilitar el escape y evitar que el gas atrapado se queme. Se requiere una distribución uniforme del agua de refrigeración, utilizando un circuito de agua en espiral con un diámetro de tubería de 6 mm, distribuido uniformemente a 12 mm de la superficie de la cavidad. Para estructuras de cavidad profunda, los circuitos de refrigeración se configuran de forma independiente en el núcleo móvil del molde, el deslizador y otras áreas.
“Para cavidades profundas de paredes delgadas y pequeñas pendientes de desmoldeo, los moldes de inyección deben diseñarse con un mecanismo de extracción de núcleo prioritario y un mecanismo de extracción de núcleo lateral deslizante. Adopte más pasadores eyectores para garantizar la estabilidad del desmoldeo y evitar la deformación de los productos de paredes delgadas, lo que puede provocar dificultades en el desmoldeo.
Fabricación de moldes para envases de paredes delgadas
——

El molde de inyección para envases de paredes delgadas utiliza mecanizado CNC de mandriles de acero pulido o carburo y otros materiales de alta dureza para garantizar el acabado superficial de las piezas premoldeadas durante la inyección. La cavidad del molde se procesa mediante una máquina herramienta CNC de 5 ejes con una precisión de ±0,005 mm, lo que permite satisfacer la demanda de moldeo de envases de paredes delgadas con un espesor de pared de ≤1 mm.
La superficie de separación se mecaniza mediante fresado CNC con electroerosión (EDM) para garantizar un sellado con una separación ≤ 0,02 mm durante el cierre y evitar el desprendimiento de bordes. Además, al final del llenado se procesa una ranura de escape multietapa (de 0,03 a 0,3 mm de profundidad) para lograr un canal de escape preciso mediante grabado CNC.

KRMOLD utiliza CNC de alta velocidad para procesar el orificio interior de la placa del canal caliente en el molde de inyección, la tolerancia del diámetro del orificio se controla a ±0,01 mm, lo que es adecuado para el control de llenado segmentado de la compuerta de válvula de secuencia (SVG), y el área de la compuerta adopta una microherramienta para tallar la compuerta sumergida, el ángulo se controla entre 30° y 45°, y el circuito de agua de refrigeración helicoidal procesado por CNC se distribuye uniformemente a 12 mm de la superficie de la cavidad, combinado con insertos de aleación de cobre-berilio para mejorar la eficiencia de enfriamiento local y garantizar la eficiencia de fusión. Combinado con insertos de aleación de cobre-berilio para mejorar la eficiencia de enfriamiento local y asegurar que el fundido llene rápidamente el área de pared delgada.

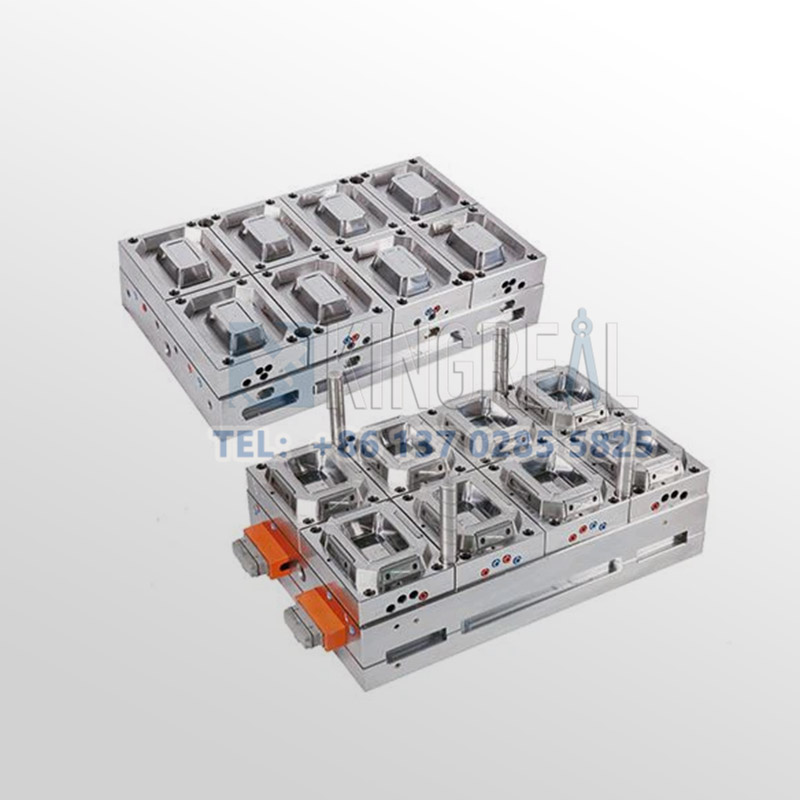
Los cuatro lados del deslizador se procesan mediante fresado CNC con corte por hilo, y la tolerancia del diámetro del orificio del pilar guía diagonal es de ±0,01 mm para garantizar la estabilidad de la extracción lateral del núcleo. La parte inferior del deslizador se procesa con un círculo completo de ranuras de escape, con una profundidad de 0,3 mm, para evitar que las zonas de paredes delgadas queden atrapadas en los gases de combustión. El orificio del eyector se perfora mediante un proceso de perforación profunda, y la superficie del eyector está cromada con cromo duro para reducir la fricción durante el desmoldeo.
¿Cómo garantizar la calidad del moldeo por inyección de envases de paredes delgadas?
——
1. Inspección y corrección en línea
Inspección de las dimensiones de la cavidad del molde de inyección mediante una máquina de medición por coordenadas (MMC) y corrección de la descarga localizada en zonas de paredes delgadas. Simulación del proceso de inyección mediante una prueba de presión para verificar el sellado y la resistencia del molde.
2. Optimización de los parámetros del molde de prueba
KRMOLD organiza el proceso de moldeo de prueba del molde de inyección en el taller, siguiendo el control de presión segmentado del proceso IBM. La primera presión de mantenimiento es del 80 % al 90 % de la presión de inyección para garantizar un llenado completo de la pared delgada. Se supervisa la temperatura de eyección para evitar que el pasador eyector raye el producto.
Caja moldeada por inyección de paredes delgadas
——

1. Parachoques delantero del automóvil
El molde de inyección del parachoques delantero del automóvil está fabricado con material PP+EPDM-T20, con paredes delgadas y una alta relación de longitud de flujo gracias a la tecnología de superficie de separación interna y un canal caliente con válvula secuencial de 8 puntos para controlar la marca de fusión.
Molde de inyección para loncheras desechables fabricado en material PP, con un espesor de pared de tan solo 0,45-1,2 mm. Utiliza canales calientes e insertos de aleación de cobre-berilio para acelerar el enfriamiento, con un ciclo de moldeo de ≤ 5 segundos.
3. Carcasa de equipo electrónico
Fabricación de carcasas para equipos electrónicos mediante moldeo por inyección, con productos de paredes delgadas de tan solo 0,25 mm de espesor, utilizando materiales de PC o ABS de alta fluidez, sin marcas de contracción en la superficie.
Preguntas frecuentes:
1. ¿Cómo obtener un presupuesto para moldes de inyección personalizados?
Se debe especificar el tipo de plástico (por ejemplo, PP, ABS) y los requisitos de postprocesamiento (por ejemplo, pulverización, serigrafía), y proporcionar planos de las piezas de plástico en 2D o 3D. Asimismo, se debe indicar el volumen de producción, los requisitos estéticos, las tolerancias, etc.
Especifique el tipo de plástico (p. ej., PP, ABS) y los requisitos de posprocesamiento (p. ej., pulverización, serigrafía) y proporcione planos 2D o 3D de las piezas de plástico. Asimismo, indique el volumen de producción, los requisitos de apariencia, las tolerancias, etc.
Por lo general, nuestros ingenieros comenzarán a preparar la cotización inmediatamente después de que el cliente proporcione todos los requisitos de producción. El proceso suele tardar entre 1 y 3 días.
El plazo de entrega para moldes de inyección convencionales suele ser de 30 a 60 días, y puede ser mayor para moldes complejos. Por ejemplo, el plazo de entrega típico para moldes de silicona líquida es de unos 60 días, abarcando el diseño, la fabricación, las pruebas del molde, etc.
Tecnología de procesamiento de alta precisión: Se utilizan equipos de alta precisión, como centros de mecanizado CNC (CNC) y mecanizado por descarga eléctrica (EDM), para optimizar el proceso de diseño en combinación con el software CAD/CAM. Control de calidad: Inspección de las dimensiones clave del molde mediante una máquina de medición de coordenadas (CMM) y verificación de múltiples lotes de muestras durante la etapa de moldeo de prueba. Selección de materiales: utilice acero para matrices con alta resistencia al desgaste (por ejemplo, H13, S136) y tratamiento de superficie (por ejemplo, nitruración, cromado) para las tuercas de matriz para prolongar la vida útil.
Después de cada 50.000 moldes, revise el pilar guía, el pasador expulsor y otras piezas de desgaste, y limpie los residuos de plástico y óxido de la superficie del molde. Utilice grasa de alta temperatura para las piezas deslizantes (p. ej., la tapa basculante y la corredera) para reducir la pérdida de fricción. Asegúrese de que el circuito de agua esté fluido y que la diferencia de temperatura sea ≤5 °C para evitar el agrietamiento del molde por estrés térmico.
El costo de los materiales del molde representó entre el 30% y el 40% (por ejemplo, una tonelada de acero P20 cuesta aproximadamente 20.000 yuanes), y los costos de procesamiento superaron el 50% (la tarifa por hora de la mano de obra CNC es de aproximadamente 80-150 yuanes/hora). En la producción de lotes pequeños, se pueden usar moldes de aluminio o simplificar el diseño estructural; para más de 100.000 piezas, se recomienda usar insertos de carburo para prolongar la vida útil.
Los productos de inyección de moldes deben cumplir plenamente con los requisitos de diseño (como tamaño y apariencia) y permitir una producción continua y estable. El marcado del molde, los informes de inspección (como la prueba de dureza del material) y los planos de ingeniería deben estar completos.
El acero del molde (como S136H, NAK80 y otros materiales importados cuestan más) y el tipo de embrión de molde (el costo a corto plazo del molde de aluminio es bajo pero la vida útil es corta) afectan directamente el costo; el uso de la tecnología de diseño CAD/CAE/CAM, el sistema de canal caliente, etc. aumentará la inversión inicial, pero puede mejorar los beneficios a largo plazo (como reducir las gradas y aumentar la capacidad de producción).


